Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Chemical Name
- Cleaning Ingredients Functions
- CAS No.
- 9005-66-7
- EC No.
- 618-421-9
- Technologies
- Product Families
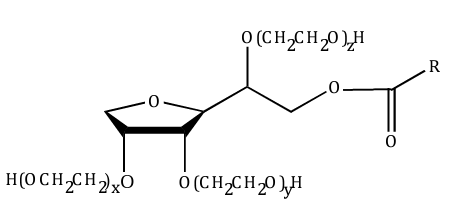
- Chemical Structure - Polyethoxylated Monoester
Features & Benefits
- Labeling Claims
- HII Features
- Properties and Functions
Co-solvent and wetting agent
- Features and Benefits
- 100% Renewable
- 100% Bio-based*
- Reduces reliance on fossil fuel feedstocks
- Manufactured with renewable energy
- Performance identical to petro-based options
- Lower carbon footprint than petro-based versions
- Will be tested for certification to the USDA BioPreferred® Program
- RSPO Supply Chain Certified via Mass Balance**
- Safer Choice approved (listed on CleanGredients)†
*Calculated using USDA BioPreferred Method for determining bio-based content which is to be validated by carbon 14 testing (ASTM D6866)
** Products containing palm oil derivatives are RSPO Supply Chain Certified via Mass Balance
† Products registered as EPA Safer ChoiceUSDA BioPreferred is a registered trademark of the U.S Department of Agriculture
- Polyoxyethylene derivatives of sorbitan esters
The ECO Tween series of surfactants are polyoxyethylene derivatives of the Span™ series of products. ECO Tween surfactants are available as part of Croda’s 100% renewable, 100% bio-based ECO Range of surfactants. ECO Tween surfactants are hydrophilic, generally soluble or dispersible in water, and soluble to varying degrees in organic liquids. The ECO Tween series are excellent O/W emulsifiers, solubilisers, wetting agents and dispersants. In emulsion systems, they are commonly used in combination with the corresponding Span. Manipulation of the Span/Tween ratio produces emulsifying systems of various HLB (hydrophiliclipophilic balance) values. ECO Tween products are useful in the stabilization of many types of emulsion systems found in household or I&I applications.
- ECO Range
The ECO Tween series is manufactured using ethylene oxide derived from bio-ethanol, resulting in 100% renewable surfactants with performance identical to petro-based options. These 100% bio-based products eliminate the need to choose between high performance and fully renewable ingredients. By using an alternative route to ethylene oxide with bioethanol from biomass sources, it significantly increases the bio-based content of ethoxylated products and reduces reliance on fossil fuels. Additionally, the ECO Tween series is manufactured with high levels of renewable energy. Sustainability informs and guides our development strategies and is an integral part of our business. The ECO Tween series addresses the consumer demand for more sustainable products and aids our customers in meeting their own sustainability goals, while delivering high performance products to the market.
- Certified Sustainable Palm Oil Derivatives – Mass Balance
ECO NatraSense™ series is Croda’s sustainable palm oil variant allowing customers to use sustainably sourced material if they wish. The products are manufactured by the RSPO’s Mass Balance system. The Mass Balance supply chain allows certified sustainable palm oil material and non-certified material to be mixed throughout the supply chain but administratively monitors the mass of certified material produced and sold. The Mass Balance system is fully audited allowing buyers of the material to view the products life span. Another advantage of this system is that it actively encourages palm growers to produce sustainable palm and move towards a segregated supply chain system. By choosing these ingredients, you contribute to the production of sustainable palm oil. Products manufactured with sustainable palm oil do not in any way compromise on performance.
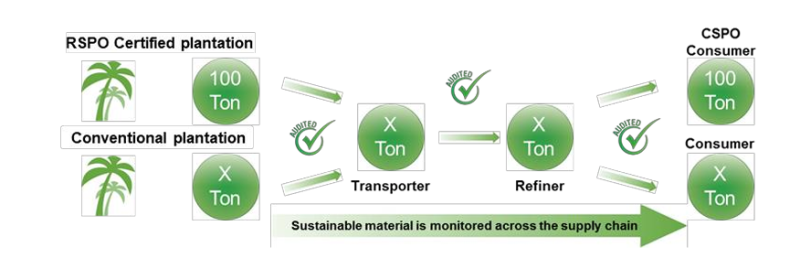
Figure 2: RSPO Mass Balance Supply Chain
- ECO Range Multi-layered Renewable Benefits
The ECO range provides multi-layered renewable benefits and value for our customers. Not only will formulators be able to replace petrochemical-based non-ionic analogs while experiencing “zero sacrifice” in performance, they will be able to replace less-effective “natural” market alternatives as well.
Bio-based & Sustainable
- Sustainable palm sourcing, RSPO supply chain certified via Mass Balance
- Biomass raw material for 100% bio-based ethylene oxide and derivatives
Low Carbon Footprint
- Made using energy sourced from landfill gas and solar energy
- Cradle-to-gate carbon footprint
ECO Range
100% bio-based surfactants
Community Benefit
- 30 new full time employees
- Reduced rail freight miles of highly flammable petrochemical EO from the Gulf of Mexico
Green Labeling
- EPA Safer Choice recognized for biodegradability and low toxicity
- USDA BioPreferred® third party certification of C14 measurements.
- 100% Bio-based ECO Range
Sustainability is in our DNA. It is integral to everything we do. From the raw materials we source and the way we use them, to the ingredients we create, we believe in being a responsible company. We are pleased to introduce our new ECO range of 100% bio-based surfactants. Over 50 products make up the ECO range made by using bio-based ethylene oxide (EO) which we manufacture from biomass ethanol. Coupling the use of bio-based EO with the high proportion of renewable energy used at the manufacturing plant, leads to a significant reduction in carbon footprint for the ECO product range. Formulators can now access 100% renewable surfactants without sacrificing performance to help meet increasingly demanding sustainability targets.
Applications & Uses
- Markets
- Applications
- Home Care Applications
- I&I Cleaning Applications
- Formulating Guidelines for Emulsion Systems
It is well established that a combination of a high and a low HLB emulsifier is often more effective than the use of a single emulsifier. Combinations of Spans and ECO Tweens can therefore be used to develop stable oil in water emulsions of various materials.
Through experimentation it is important to establish the required HLB of the material to be emulsified and the appropriate chemical type of the emulsifier blend. Selection of the appropriate chemistry is as important as choosing the correct HLB. For example, emulsifiers with an unsaturated alkyl chain, such as an oleyl chain, have an increased affinity for oils with unsaturated bonds. In this case a blend of Span 80 (Sorbitan Oleate) and ECO Tween 80 (Polysorbate 80) would be recommended to emulsify vegetable oils. Similarly a blend of emulsifiers with saturated alkyl chains, for example Span 60 (Sorbitan Stearate) and ECO Tween 60 (Polysorbate 60), would be appropriate for the emulsification of saturated materials.
Most raw materials that are likely to be emulsified (e.g. mineral and vegetable oils, emollient esters, silicone oils) have a published required HLB value. For example, required HLB values of approximately 10 are usually quoted for mineral oils. In order to develop a stable emulsion of mineral oil, a blend of Span 60 (Sorbitan Stearate) and ECO Tween 60 (Polysorbate 60), combined to give an HLB value of 10, could be evaluated at different concentrations. Further minor adjustments will be required to optimize formulation stability, viscosity, esthetics etc.In order to calculate how much of emulsifier (A) to blend with emulsifier (B) to reach a given required HLB of X:
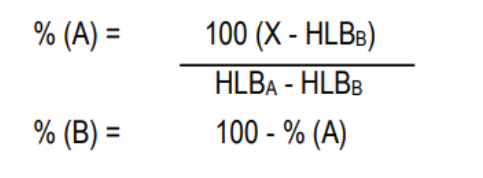
To calculate the blend of Span 60 (Sorbitan Stearate) and ECO Tween 60 (Polysorbate 60) to emulsify an oil with a required HLB of 10:
HLB of ECO Tween 60 = 14.9
HLB of Span 60 = 4.7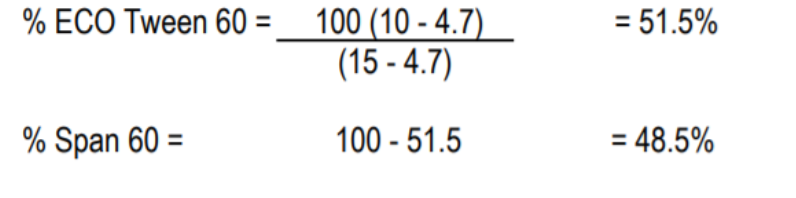
If the required HLB of the material or blend of materials to be emulsified is not known, this can be determined by experimentation. Evaluation of the stability of emulsions formed with blends of an appropriate Span and ECO Tween pair covering a range of HLB values will identify the required HLB.
The optimum concentration of the emulsifier blend can then be determined by experiment. Generally 10-20% of the level of the emulsified material is a useful starting point, i.e. to make a 30% emulsion of oil would usually require an optimum level of 3% emulsifier blend. Both emulsifiers are usually introduced into the oil phase.- Key Application Areas
Polishes
Spans and Tweens are key emulsifying agents for a number of applications. By using combinations of Spans with their corresponding Tweens, it is possible to prepare a variety of oil in water and water in oil emulsion systems. Span 80 is excellent for water in oil emulsification of hydrocarbons and is particularly useful in aerosol systems such as multisurface spray polishes and cleaners. Water in oil based aerosol polishes using Span 80 break down rapidly upon spraying, ensuring an even application of wax and silicone. Span 60 and Span 80, when used in combination with ECO Tween 60 and ECO Tween 80, are excellent for emulsifying systems for silicone fluids in furniture polishes, shoe polishes, and vehicle exterior and interior polishesAir care
Tweens are extremely versatile as solubilisers for all types of fragrances and perfumes used in air fresheners and other household products. ECO Tween 20 and ECO Tween 80 have high HLB values and are of particular interest when solubilising volatile components. ECO Tween 20, a fully saturated ester, is most commonly used in this application due to its low odor. Typical inclusion levels are 1:1 Tween to fragrance, depending on the formulations and fragrance to be solubilised. Tweens are recommended for odor neutralisers and solvent based degreasers.Wipes
For quick and easy removal of oily stains, Tweens can be incorporated into wipe formulations and added to non-woven substrates. ECO Tween 20, 80, and 85 are helpful in creating emulsions with oily fats, helping cleaning efficiency. ECO Tween 20 has the additional benefit of being a mildness additive and is suitable for use in wet wipes where contact with the wipe may be prolonged.Hand barrier creams
Heavy duty hand cleaners are used for easy removal of oils, dirt, and greases. ECO Tween 21 and 60 may be used to form microemulsion gels based on solvents such as odorless kerosene. Barrier products form a film which is designed to protect the skin form the effects of oil and water borne irritants. Combinations of Span 60 and ECO Tween 60 or Span 80 and ECO Tween 80 form effective emulsifying systems which can be tailored to produce either oil or water resistant products. They are suitable for vegetable oils and lanolin derivatives. ECO Tween 80 in particular is a useful emulsifier for oil-resistant barrier products based on hydrophilic film-formers such as methyl cellulose or gum Arabic.
Properties
- Physical Form
- Typical Properties
- Solubilities
Water (1%) Soluble, Clear Water (10%) Soluble, Clear Propylene glycol (1%) Insoluble, Self-dispersing or self-emulsifying; on standing, Separates into distinct phases Propylene glycol (10%) Insoluble, Gross separation into distinct phases Isopropyl alcohol (1%) Soluble, Clear Isopropyl alcohol (10%) Soluble, Clear Xylene (1%) Soluble, Clear Xylene (10%) Soluble, Clear Cottonseed oil (1%) Soluble, Clear Cottonseed oil (10%) Insoluble, Gross separation into distinct phases Mineral oil (1%) Insoluble, Gross separation into distinct phases Mineral oil (10%) Insoluble, Gross separation into distinct phases
| Value | Units | Test Method / Conditions | |
| HLB Value | 15.6 | — | — |
Regulatory & Compliance
Technical Details & Test Data
- Making Ethylene Oxide Sustainable
With increasing consumer demand for renewably sourced and sustainable products, we are pleased to introduce our new ECO range of 100% bio-based surfactants. In recent years, “greener” non-ethoxylated ingredients have been used in the pursuit of more renewable formulations, but the performance has not met the levels achieved when using traditional ethoxylates. With significant investment at our Atlas Point manufacturing site, located in Delaware, USA, our plant is the first of its kind in the US to produce bio-based EO from bio-ethanol (Figure 3). This development enables the production of sustainable and bio-based ethoxylates (Figure.1)
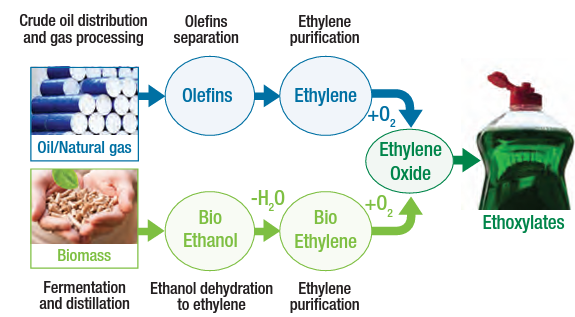
Figure 1: The petroleum and bio-based production pathways of ethylene oxide.
- Avoidance of Greenhouse Gas (GHG) Emissions
Converting landfill gas to electricity and steam avoids the release of methane into the atmosphere, which has a global warming potential 25 times greater than CO2 when measured over 100 years. Our use of landfill gas since 2012, combined with the reduction in our usage of natural gas, has led to an aggregate reduction in GHG emissions of close to 1 million tons CO2e. Annually, the amount of avoided emissions is a figure equivalent to our total combined Group 1 and 2 emissions.
- Improved Bio-based Content
Chemically equivalent to petrochemical-based ethoxylates, Table 1 shows the improvement in bio-based content for key surfactant chemistries when produced using our bio-based EO.
Surfactant Bio-based content
with synthetic EO (%)Bio-based content
with Bio-EO (%)Laureth-6 50 100 Laureth-7 46 100 PEG-40 castor oil 42 100 Polysorbate 20 31 100 Trideceth-9 0 58 C9-C11 + 6EO 0 55 Table 1: Comparison of percentage bio-based content between using petrochemical based EO versus bio-based EO*.
* Calculated using ASTM D6866 which is validated by carbon 14 testing.† RSPO Grades - Certified sustainable palm oil grades by mass balance (minimum).
- Carbon Footprint of ECO Range
We have used SimaPro software to model the cradle-to-gate life cycle analysis (LCA) of our ECO product families, focused on the climate change impact category, following the technical specification ISO 14067. The high proportion of renewable energy available at Atlas Point, along with the use of bio-based EO, leads to a significant reduction in carbon footprint for a typical ECO product family, when compared to traditional ethoxylates made using petrochemical-based EO and without renewable energy (Figure.4)
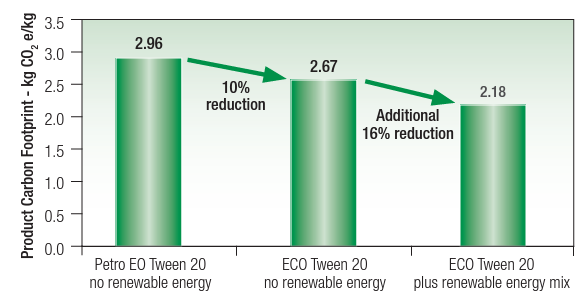
Figure 4: Carbon footprint example for Tween 20. Demonstrates the unique carbon footprint reduction moving from petrochemical-based EO to bio-based EO, plus the
plant's use of renewable energy for these ingredients.Δ Atlas Point renewable energy calculated for the 2018 sustainability report.
ΔΔ Group 1 emissions are direct emissions. Group 2 emissions are indirect emissions from the generation of purchased power- Certified Bio-based Content
Our new ECO range helps formulators meet renewability targets. Table 2 lists the BioPreferred bio-based content requirement of a finished formulation under a product category. Replacing petrochemical based surfactants for ECO range products will improve bio-based content of the formulation. All ECO products are being registered on the USDA BioPreferred Program.
Product category % Bio-based Bathroom cleaner 74 Dishwasher product 58 Laundry product 34 Table 2: Examples of USDA BioPreferred product categories and associated minimum bio-based content to be eligible for certification.
- Renewable Energy at Atlas Point
In 2012, we invested in a renewable energy project at our Atlas Point manufacturing site located in Delaware, USA (Figure 3). This investment saw the installation of a 3.5 mile pipeline from a local landfill site so that we could purchase local landfill gas. The gas feeds two combined heat and power (CHP) units and a multi-fuel boiler to generate electricity and steam for the plant. In 2014, we further invested in solar panels at the site, which reduced our annual carbon dioxide (CO2) emissions by 11,600 tons CO2e. By quarter two of 2020, a third CHP unit will be installed, increasing our capacity for generating electricity and steam from landfill gas and increasing the estimated percentage of the site’s energy being renewably sourced to above 30%.
Packaging & Availability
- Country Availability
- Regional Availability