Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Materials Features
Applications & Uses
- Applications
- Plastics & Elastomers End Uses
Properties
- Chemical Resistance
- Color
- Flame Rating
- Physical Form
- Mechanical Properties
- Physical Properties
- Thermal Properties
- Mechanical Properties of Tedlar® Films
Tedlar® PVF film is strong, flexible and fatigue-resistant. Its resistance to failure by flexing is outstanding. Since the surface esthetics are imparted by the film formulation, the esthetics do not change when stretching the film for most film types.
The mechanical properties of Tedlar® depend on the specific film, including the amount of orientation and the additives or pigments in the film. The most important factor in the mechanical properties of Tedlar® is the amount of molecular orientation. The stress versus strain curve for film with various levels of orientation are shown in Figure 1. Highly oriented Type 1 films have the highest strength and lowest elongation at break. Balanced Type 3 films have a moderate level of performance. Low orientation Type 5 films have the lowest strength and highest elongation to break, making them exceptionally formable. Unoriented Type 8 films, also known as ‘SP’ films, have approximately the same strength as Type 5 films but with much greater elongation to break, making them exceptionally formable. The Type 8 films also have an extended region of elongation at constant stress, making them prone to elongation by necking rather than uniform stretching.
Aside from orientation, other film properties such as additives, pigments, and thickness can have small effects on the mechanical properties of the film. The typical mechanical properties of some white and clear films, both 1 and 2 mil thick. Minor variations in strength and elongation result from the composition and thickness of a specific film type. It is also important to note that PVF films contain no plasticizers, so mechanical properties remain stable through thermal processing and aging.
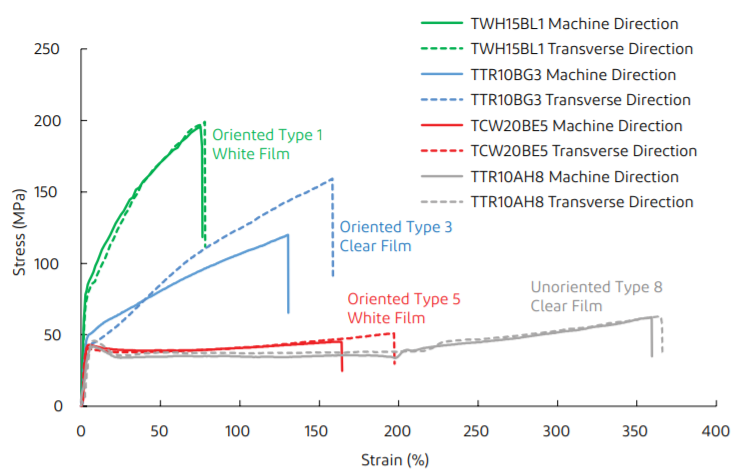
Figure 1: Typical stress versus strain curves for a variety of film orientations. Lower orientation causes lower strength but greater formability.
| Value | Units | Test Method / Conditions | |
| Tensile Modulus - MD | 1.8 | GPa | ASTM D882-18 |
| Tensile Modulus - TD | 1.8 | GPa | ASTM D882-18 |
| Yield Stress - MD | 28 | MPa | ASTM D882-18 |
| Yield Stress - TD | 30 | MPa | ASTM D882-18 |
| Yield Strain - MD | 1.9 | % | ASTM D882-18 |
| Yield Strain - TD | 1.9 | % | ASTM D882-18 |
| Ultimate Strength - MD | 56 | MPa | ASTM D882-18 |
| Ultimate Strength - TD | 66 | MPa | ASTM D882-18 |
| Elongation at Break - MD | 358 | % | ASTM D882-18 |
| Elongation at Break - TD | 375 | % | ASTM D882-18 |
| Value | Units | Test Method / Conditions | |
| Coefficient of Friction (Film on Metal) | 0.18 - 0.21 | — | ASTM D1894 |
| Falling Sand Erosion (on PET Backing) | 04-Aug | L/µm | ASTM D968 |
| Falling Sand Erosion (on PET Backing) | 4-8 | L/µm | ASTM D968 |
| Impact Strength | 45 - 89 | J/mm | ASTM D3420 |
| Moisture Absorption (for most types) | max. 0.5 | % | Water Immersion |
| Optical Transmission of Clear Films | 93 | % | ASTM D1003 |
| Refractive Index of Clear Films | 1.46 | — | ASTM D542 |
| Shore Hardness | D60 - D70 | — | ASTM D2240 |
| Strain at Break | 90 - 250 | % | ASTM D882 |
| Tear Strength (Initial) | 100 - 200 | N/mm | ASTM D1004 |
| Tear Strength (Propagated) | 5.9 - 24 | N/mm | ASTM D1922 |
| Tensile Modulus | 2.1 - 2.6 | GPa | ASTM D882 |
| Ultimate Strength | 55 - 110 | MPa | ASTM D882 |
| Yield Strength | 34 - 41 | MPa | ASTM D882 |
| Value | Units | Test Method / Conditions | |
| Coefficient of Thermal Expansion | 5 - 10 x 10^-5 | m/m·K | ASTM D696 |
| Lower Glass Transition Temperature | 15 to -20 | °C | Various |
| Peak Melting Temperature | 190 - 210 | °C | ASTM E1269 |
| Relative Thermal Index - Electrical Strength | 140 | °C | UL 746B |
| Relative Thermal Index - Mechanical Impact | 120 | °C | UL 746B |
| Relative Thermal Index - Mechanical Strength | 125 | °C | UL 746B |
| Specific Heat Capacity | 1.0 - 1.1 | kJ/kg*K | ASTM E1269 |
| Temperature Range (continuous use) | -70 to 105 | °C | — |
| Upper Glass Transition Temperature | 40 - 50 | °C | Various |
Regulatory & Compliance
Technical Details & Test Data
- Tedlar® Film Classification
Tedlar® PVF films are available as either biaxially oriented or unoriented cast film. The biaxially oriented film is stretched to various degrees in both the machine and transverse direction during manufacturing, imparting a range of different mechanical properties on the product depending on the amount of molecular orientation. The amount of orientation is described by the film type, listed as the last digit on the product code. The unoriented film, also known as ‘SP’ film, is cast onto a PET carrier web and is sold with the PET web attached. The Tedlar® film can be easily stripped from the PET carrier web. Films of Type 1 through 5 are oriented, while Type 8 is unoriented. Table 1 provides a summary of the various film types.
Type 3 films are the most commonly used films due to the balanced properties, including good strength and moderate shrinkage at elevated temperatures. Type 5 films are used when additional formability is needed in creating formed parts after lamination that require deep draws. Type 8 films have the highest formability and lowest shrinkage due to the nature of the processing and are used in the most demanding forming applications. In both Type 5 and Type 8 films, the reduced orientation leads to lower strength. Type 1 films are sometimes used when higher shrinkage is required, for example, to match the shrinkage of an underlying substrate during manufacture.
Table 1.The typical mechanical properties of various types of Tedlar® PVF films.
Film Type Orientation Shrinkage at 170°C Elongation at Break Strength Typical Use Type 1 High High Low High High shrinkage applications Type 3 Balanced Medium Medium Medium General applications Type 5 Low Low High Low High formability Type 8 (SP) None Low Very High Low Very high formability - Shrinkage of Tedlar® Films
Tedlar® oriented films will shrink when they are subject to heating without constraint. The amount of dimensional change depends most strongly on the temperature and orientation, with higher temperature and higher orientation causing the greatest shrinkage. This behavior is illustrated in Figure 2 and Tables 3 and 4 for some white and clear films with different orientation types. In general, film shrinkage increases as the type decreases from Type 8 to Type 1 films. In some instances, the films will expand slightly with initial heating in one of the two orthogonal in plane directions, then contract at higher temperature. This behavior will impact web handling through heated zones and precautions may need to be taken to properly spread and laterally tension the film during processing.
The force required to prevent the film from shrinking in either direction is relatively small. For example, at 180 °C, the typical force required to prevent shrinkage in 1 mil films are shown in Table 5.
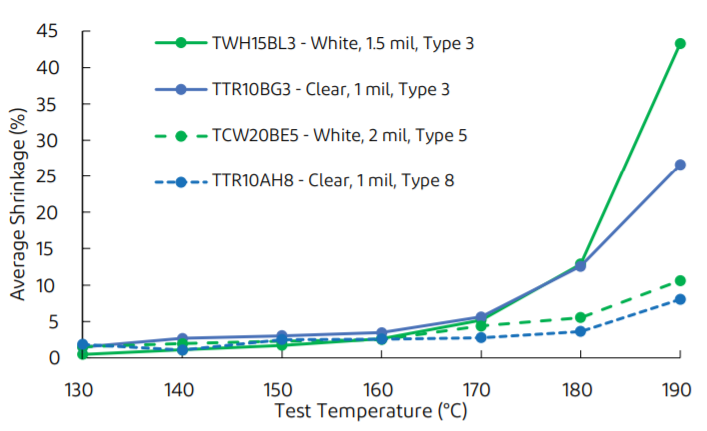
Figure 2: Typical machine and transverse direction shrinkage for white and clear films of Type 3, 5 and 8. The values provided are averages of machine and transverse direction shrinkage.
Table 3: Typical shrinkage as a function of temperature in both machine and transverse direction for three different white films.
Test Temperature (°C) TTR10AH8 Clear, 1 mil Type 8 Film Orientation MD TD 130 2 2 140 2 0 150 2 3 160 3 3 170 3 3 180 3 4 190 9 8 Table 6: Films with typical mechanical data at various temperatures shown below
Film Type Temperature Range (°C) TTR10AH8 Transparent, 1 mil, Type 8 (SP) 22 to 150 - Mechanical Properties at Elevated Temperature
There are several thermal transitions present in PVF film which can affect the mechanical properties. The lowest thermal transition temperature occurs in the glassy polymer at -80°C and is associated with local amorphous relaxation on short chain segments. At -15 to -20°C, a lower glass transition occurs which is believed to be related to relaxation of amorphous regions free from restraint of crystallites. An upper glass transition temperature occurs at around 40 to 50°C due to relaxation of amorphous regions which are under restraint by crystallites. Another transition occurs at around 150°C due to pre-melting relaxation in the crystallites. Finally, the polymer exhibits peak melting around 190 to 210°C.
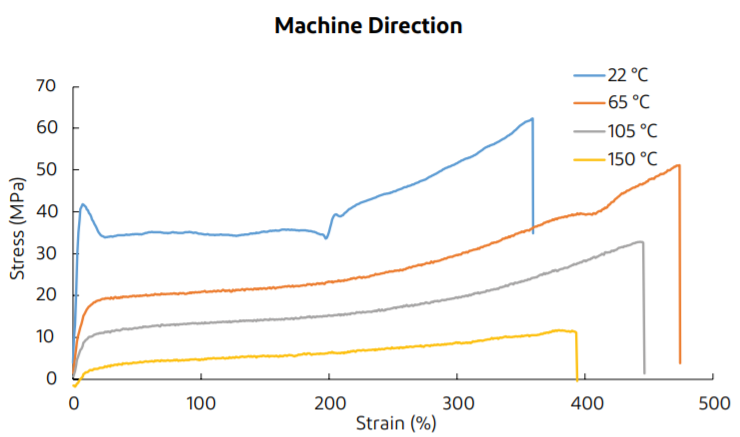
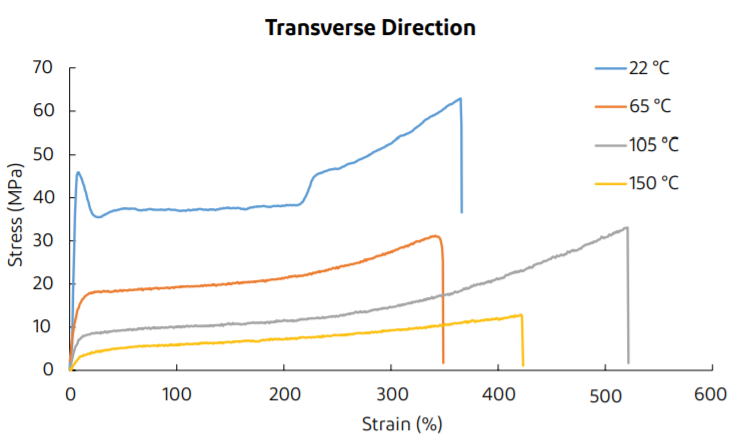
Tedlar® PVF films performs well in temperatures ranging from approximately -72 to 107°C (-98 to 225°F), with intermittent shortterm peaking up to 204°C (400°F). Lower temperatures increase the strength and elastic modulus, and decrease the elongation of the film. Higher temperatures soften the Tedlar® film and decrease the amount of elastic response. The elongation of the film increases slightly with temperature, up to a maximum at around 100°C, and then the elongation typically decreases with increased heating. Since Tedlar® films contain no plasticizers, the mechanical properties are stable throughout exposure at elevated temperatures. The typical mechanical properties as a function of temperature from -40°C to 150°C are shown for a Type 3 clear, UV blocking film (TGP10BG3) and a Type 3 white film (TWH15BL3). The properties are shown from 22°C to 150°C for a variety of other white and clear films with various thickness and orientation.
TTR10AH8 (1 mil UV blocking transparent film, unoriented):