Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Composite Materials Functions
- Technologies
- Product Families
Features & Benefits
- Materials Features
- Features & Benefits
- Dispensed with conventional FRP putty equipment
- Polyester chemistry - catalyzed with MEKP/ CHP blend
- Tough and resilient, remains non-brittle
- Easily adjustable output for large and small tools
- Dimensionally stable after 24 hour at room temperature
- Easy and fast to machine, produces shavings - not dust
- No settling in the equipment
- Bonds to itself - easy to repair low spots
- Compatible with poly/ vinylester sanding primer
- Retains machinability over time, after 24 hours, or after 6 months
- Vertical hang up to 1” (25mm)
Applications & Uses
- Markets
- Compatible Polymers & Resins
- Composites Processing Methods
- Applications
Crestamould® T28 is applied using a ram-type polyester “Putty” dispensing unit equipped with a high-volume gun feeding a disposable clear reinforced poly-vinyl hose. The hose by itself as well as various cow-bell/ duck bill attachments depending on the complexity of the part can be used. Ideal thickness should be between 20mm and 25mm (3/4” and 1”). After machining, there should be a minimum of 10mm (3/8”) left on the part to provide a continuous homogeneous surface for the tool. The secondary bonding window is such that no sanding is required between coats if the job is stopped. The coverage is 0.6 gallons per inch per ft2 (1 liter/1mm/m2.). The ideal shop temperature is between 15° - 35°C (60° - 95°F), preferably a constant 25°C (77°F). Tool marks are removed with 40 grit sandpaper. Extra fairing, if required, can be done with Crestafix® F26. The surface needs no further preparation prior to the application of a sanding primer. Cracks and air pockets can be repaired with Crestamould® T28 or with Crestafix® F26. After machining, small defects can be hand sanded.
Properties
- Color
- Typical Properties
| Value | Units | Test Method / Conditions | |
| Viscosity (at 21°C, Brookfield HAF T-C, 5 rpm) | 280,000 - 320,000 | cPs | — |
| Peak Exotherm (25mm cube, 2.4%*Syrgis MCP, at 112 minutes) | 67 | °C | — |
| Peak Exotherm (100 gram mass, 2.4%* Syrgis MCP, at 75 minutes) | 110 | °C | — |
| Hardness (after 24 Hours, at room temperature) | 75 | Shore D | — |
| Hardness (at 80°C) | 60 | Shore D | — |
| Gel Time (at 24°C, 2.4%* MCP) | 35 - 45 | Minutes | — |
| Thixotropic Index | 6 - 7 | — | — |
| Linear Shrinkage | max. 1 | % | — |
| Density | 0.75 - 0.80 | g/cc | — |
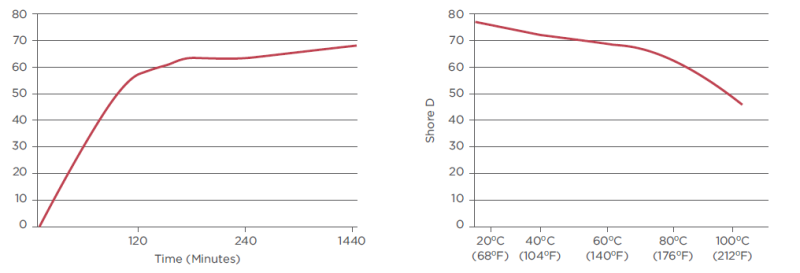
Technical Details & Test Data
- Shore D vs. time and temperature
- Catalyzation
For a low exotherm, use a 1:1 blend of MEKP and CHP catalyst. Syrgis Norox MCP catalyst or equivalent* is recommended. A minimum catalyst level of 2.4% by weight and 1.75% volumetric on the equipment is required (see “Machining below”). Syrgis MCP catalyst has a density of 1.07, vs. T28 with an average of 0.78g/cc. A regular MEKP can be used, but the extrusion thickness must be kept below 1/2” (12mm).
- Substrate
A stable base little affected by variations in temperature is desirable. Typical substrates are MDF, polyurethane and expanded or extruded polystyrene foams. Polystyrene foams need to be sealed with Crestamould® B12R sealer. The Technical Data Sheet for Crestamould® B12R gives more details about suitable polystyrene foams which should have a min. density of 1.5 lb/ft3 (24 kg/m3), and a min. compression strength of 40 psi (0.27M/mm2). Both PU and PS foams should have a light laminate for better stability and easier de-molding. The exotherm can exceed the HDT of very low density polystyrene foams, so it is advisable to apply the Crestamould® T28 in two passes at approx. 3/8-1/2” (10-12mm).
- Equipment
Using MEKP catalyst, Crestamould® T28 is dispensed through conventional internal mix catalyst pumping system with a ram-type equipment.
- Machining
- Use carbide tools. Use a positive rake; 2,3 or 4 flutes. End-mill tools are used for the majority of the work, ball-end tools for finishing. Calculate a chip load of 0.5mm (0.020’’) to set the feed rate versus rpm versus number of flutes. Adjust speeds to avoid overheating or overloading and material pull out. Do not leave the CNC unattended. Brush or blow off material as it accumulates on flat surfaces. If possible, blow air at tool-tip. A shop temperature of 24°C (75°F) and above will improve machining and reduce tool wear.
- Caution: accumulation of under-catalyzed shavings can generate heat and smoke in extreme cases with charring of the material. To avoid this, fill the shavings in metal drums, pack it down, add water and store outside.
Storage & Handling
- Shelf Life
- 6 - 12 Months
- Storage and Shelf Life
- Shelf life - Crestamould® T28 is a stable product, and adequate long-term storage conditions will result in a shelf-life of 6-12 months or more. After this time, the gel time may drift, and should be checked before use.
- Storage - The product should be kept in securely enclosed containers. Storage should be in a dry inside place and out of direct sunlight. The temperature should be between 18° - 25°C (65° - 77°F). Allow Crestamould® T28 to reach shop temperature before using. Keep containers closed to eliminate styrene evaporation and to avoid change in properties of the material. Rotate stock to use oldest batch numbers first.