Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Technologies
Features & Benefits
- Labeling Claims
Applications & Uses
- Applications
- Compatible Polymers & Resins
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
Properties
- Color
- Physical Properties
- Processing Information (Injection Molding)
| Value | Units | Test Method / Conditions | |
| Density | 0.89 | g/cm³ | ISO 1183 |
| Melt Flow Rate (230°C/10Kg) | 35.0 | g/10min | ISO 1133 |
| Compression Set (22 hrs at 70 °C) | 40.0 | MPa | ASTM D395 |
| Tensile Strength (500mm/min) | 3.8 | MPa | ISO 37 Type 1 |
| Tensile Elongation (500mm/min) | 570.0 | % | ISO 37 Type 1 |
| Durometer Hardness (10 second delay) | 55.0 | Shore A | ASTM D2240 |
| Value | Units | Test Method / Conditions | |
| Nozzle Temperature | 370 - 470 | °F | — |
| Front Zone | 390 - 470 | °F | — |
| Middle Zone | 370 - 450 | °F | — |
| Rear Zone | 350 - 430 | °F | — |
| Mold Temperature | 70 - 120 | °F | — |
| Injection Speed | Fast | — | — |
| Screw RPM | Slow | — | — |
| Injection Pressure | 20% more than actual transfer pressure | — | — |
| Back Pressure | 50 - 100 | psi | — |
| Pack/Hold Pressure (of Injection Pressure) | 40 - 80 | % | — |
Technical Details & Test Data
- Tool Design Guidelines
Parameter Value Wall Thickness (WT) 2 – 4 mm Gate Type Fan Gate Gate Thickness (GT) 0.6 – 0.9 x WT Gate Width (GW) > 2 x GT Gate Land (GL) < 0.75 mm Runner Type Round Sprue “O” Diameter 3.5 x WT Main-Runner (SR) 2.5 x WT Secondary-Runner (MR) 1.5 x WT Draft 3 – 6 ° per side Inside Radius (IR) WT / 2 Outside Radius (OR) WT + IR Surface Texture Light Stipple Surface Coating Nickel / Teflon Vent Quantity 1 Every Inch Vent Depth 0.013 – 0.025 mm
Vent Width 5 mm - Test Data
- Effect of Temperature on Hardness
Remarks:
Test method- ASTM D2240
Test specimen - Injection molded specimen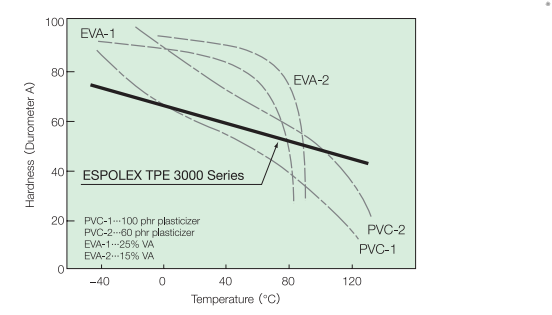
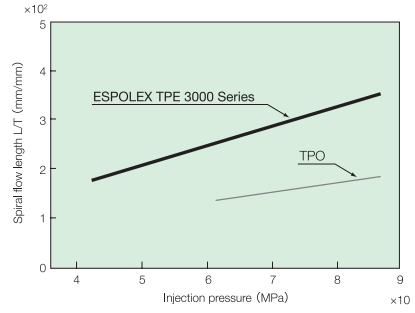
- Spiral Flow Characteristics (230°C)
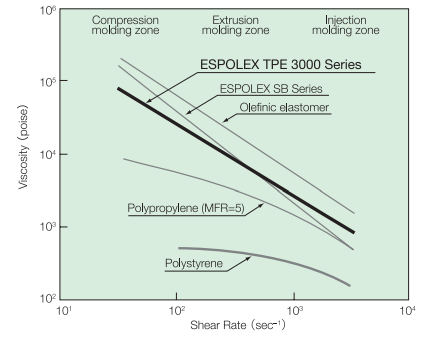
- Effect of Shear Rate on Viscosity (200°C)
The figure shows the relation between shear rate and viscosity of ESPOLEX TPE Series at 200°C in comparison with other thermoplastic resins and elastomers. Since its viscosity is dependent on shear rate, effective processing control can be achieved through the adjustment of injection pressure and injection speed.
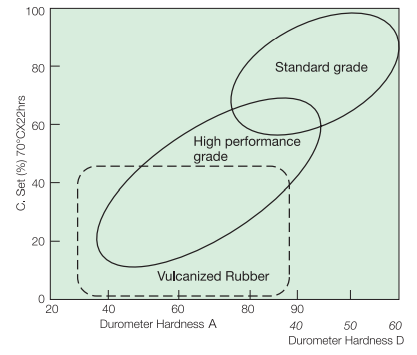
- Coverage of Hardness and Compression Set Values