Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Fillers Included
- Polymer Name
- Technologies
- Product Families
- Chemical Composition
Synthetic rubber based on ester/MDI polyurethane.
Features & Benefits
Applications & Uses
- Applications
- Cure Method
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
- Product Applications
The excellent balance of properties of Millathane 5004 makes it a perfect choice for various rubber parts including seals, gaskets, O-rings, suction cups, molded electrical parts, dust covers, mounts and bearings for the automotive industry and for many other hydraulic or pneumatic applications.
Properties
- Appearance
- White to off-white chunks
- Typical Properties
- Product Properties
Vulcanizates based on Millathane 5004 can be produced in hardnesses ranging from approximately 40 to 95 Shore A, and offer very good abrasion resistance, excellent oil resistance,
good low temperature properties and good resistance to gas permeability.
| Value | Units | Test Method / Conditions | |
| Specific Gravity | approx. 1.21 | — | — |
Regulatory & Compliance
- Certifications & Compliance
- Chemical Inventories
Technical Details & Test Data
- Processing Information
- Millathane 5004 is processed by techniques which are common to the rubber industry.
- Compounds can be mixed on open mills or in internal mixers.
- Molded articles can be produced via compression, transfer or injection molding.
- Injection molding Millathane 5004 provides very short cycle times, excellent flow and demolding and shows negligible mold fouling.
- Due to the peroxide vulcanization and its chemical base, Millathane 5004 can not be cured in direct contact with open steam or hot air, and, hence, for applications like hose, its use is limited to inner liners.
- Calendered sheets can be press-cured or Rotocured.
- By its nature, Millathane 5004 is somewhat ‘nervy’ (tough), so compounds may not mill or calender as smoothly as other polymers, like Millathane 66. Millathane 66 can be blended with Millathane 5004 in any proportion to modify processing characteristics or modify properties.
- Compounding Information
- Reinforcing Fillers
- Reinforcing fillers like N330 carbon black or precipitated silica increase the mechanical strength of Millathane 5004 compounds.
- Fumed silicas such as Wacker HDK N20 or Cabosil M-5 will give somewhat higher reinforcement than precipitated silicas and give translucent cured compounds (depending on other ingredients).
- Clay, talc, and calcium carbonate can also be used as fillers to modify properties and processing, but are less reinforcing than silicas and blacks.
- Silane coupling agents like Silquest RC-1 or Dynasylan 6498, added at about 2% of the mineral filler content, generally improve tear strength, abrasion resistance and compression set.
- Plasticizers
- TP-95 (DBEEA) is a plasticizer that is very compatible with Millathane 5004, with compounds containing 25 phr and more usually not showing signs of bleeding or incompatibility.
- Other plasticizers such as Mediaplast NB-4 and Benzoflex 9-88SG can also be used to plasticize and soften compounds.
- The antistatic plasticizer Struktol AW-1 can be used to a limited extent, to lower surface resistivity, but may tend to bleed at levels over 10 parts.
- Stabilizers / Antidegradants
- Millathane 5004, being a polyester polyurethane, is prone to the effect of hydrolysis, where water can attack the polyester linkage of the polymer chain.
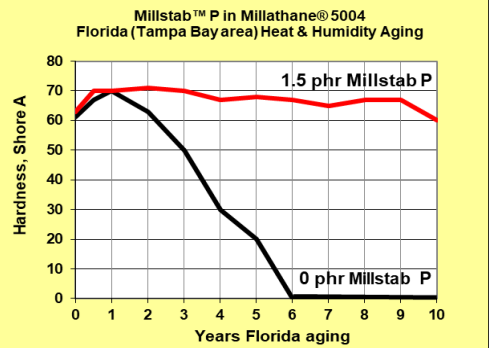
- The effect is accelerated by higher temperatures or acidic conditions. The inclusion of a small amount (1-3 phr) of hydrolysis stabilizer such as MillstabTM P will greatly inhibit the effect of hydrolysis.
- Higher levels of stabilizer will generally provide improved or longer protection. Using Premilled Millathane 5004, which contains 1.5 phr of Millstab P, is a convenient way to include that amount of stabilizer in the compound, and it improves the shelf stability of the polymer as well.
- The chart to the right shows the benefit of 1.5 phr Millstab P to the Florida aging
- of a Millathane 5004 compound, the compound with Millstab P didn’t soften at all, while the compound withoutMillstab P softened considerably at 3+ years, and fell apart after 5 years.
- 1 phr each of the antioxidants Naugard 445 and Naugard XL-1 can improve (slightly) the heat aging characteristics of Millathane 5004 compounds.
- Process Aids
Small amounts of process aids are normally used to prevent sticking to processing equipment and to improve flow during molding. - Generally, about 0.2 phr of stearic acid is used along with 0.5-2 phr of another process aid such as Struktol WB222 or Vanfre AP-2.
- Since stearic acid, and acids in general, tend to promote the effect of hydrolysis, it is recommended to keep its level very low.
- A low molecular weight polyethylene like AC617A, added at 1-4 phr, gives a good release for calendering and molding. Process aids are best added at the very beginning of the mix cycle, to prevent sticking to mills and mixing equipment.
- Curing Agents: Peroxides and Coagents
- Typical peroxides used are Di-Cup and Varox DBPH-50, typically used at about 1.5 – 2.5 phr active peroxide. The use of coagents such as triallyl cyanurate (TAC) and trifunctional methacrylates like SR350 (TMTPMA) increase the crosslink density and improve the compression set.
- Liquid methacrylates also function as non-extractable plasticizers. For high hardness
- compounds, blends of trifunctional and difunctional methacrylates (e.g. SR231, DEGDMA) give a good balance of tensile strength, elongation, and good processing.
- Vulcanization Conditions
- Compounds based on Millathane 5004 are molded at temperatures of 140 - 180°C, depending on the peroxide, dimensions of the part, etc.
- Injection-molded parts with a wall thickness of less than 2 mm can be vulcanized in approximately one minute at 170 - 180°C mold temperature.
- Rubber-covered rollers can be vulcanized in hot air (electric) or steam autoclaves, but it is extremely critical to completely protect the compound from direct contact with steam and to not over-cure the rollers.
- Autoclave temperatures can range from 130 -150°C, with times dependent
- on roller size.
- Strength at High Temperatures
Good retention of properties at high temperatures is important for applications such as seals, gaskets, and belting that see elevated temperatures during use. Urethane rubber compounds are not known for their high temperature resistance, as they tend to soften significantly at temperature over 150°C (302°F). Compounds can have very good retention of properties at moderate temperatures, even better than polymers such as HNBR.
Physical Properties Millathane 5004 HNBR Test at 23°C Hardness, Shore A TSE-100, MPa 75 5.2 73 3.7 Test at 52°C TSE-100*, MPa % Change 4.3 -16 2.8 -24 Test at 107°C TSE-100*, MPa % Change 4.1 -21 2.7 -28 Test at 135°C TSE-100*, MPa % Change 3.9 -25 2.6 -30 - Resilience/Damping
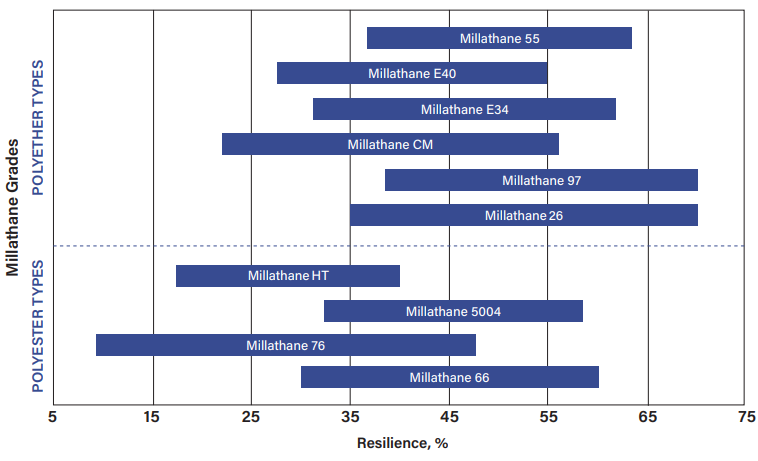
Millathane millable urethanes can have resilience (rebound) values varying from below 10%, as seen with some Millathane 76 compounds, to over 60%, as seen with several polyether grades.
Low resilience compounds generally have excellent vibration damping characteristics and are used in instrument packaging and other vibration damping applications.
High resilience compounds tend to have lower heat build-up in dynamic applications such as rubber-covered rollers.
Generally, resilience will be higher with low filler loadings than with higher filler loadings. Peroxide cures will tend to give higher resilience than sulfur cures.
- Abrasion Resistance
- Abrasion resistance is the ability of a surface to resist wearing due to contact with another surface moving with respect to it.
- High resistance to abrasion is important in applications like rollers, belting, and helicopter dust covers.
- The DIN Abrasion Test (ASTM D5963) is one of the most common tests for measuring abrasion resistance.
- It's where a rotating cylindrical sample is passed across a rotating drum of abrasive and the amount of sample volume lost is measured.
- Typical abrasion resistance values for Millathane millable urethane compounds is 50-80 mm³.
- Some compounds can have abrasion resistance values as low as 25 mm³, depending on the polymer, cure system, and formulation.
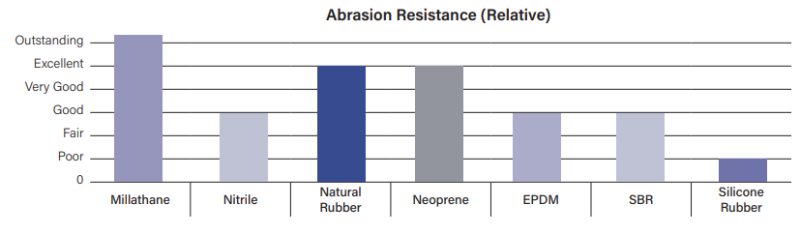
- Polyurethane rubber provides the highest abrasion resistance of any rubber, synthetic or natural.
- Laboratory tests do not always predict the advantage of Millathane compounds over other rubbers, but field experience often shows a tremendous improvement in product lifetime when millable urethane replaces conventional rubber.
- Compression Set
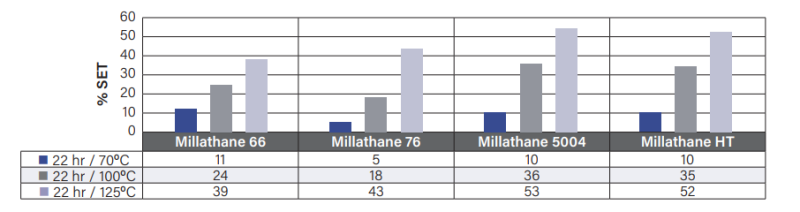
- Peroxide-cured Millathanes have very good compression-set characteristics at temperatures up to 125°C, with the set increasing as the temperature increases (as is typical for all rubbers).
- The chart below compares the compression set of four polyester Millathane grades at 70°C, 100°C, and 125°C.
- Even lower compression sets can be achieved with compounds, with Millathane 66 giving the best (lowest) set at elevated temperatures.
- Generally, polyester urethanes will have improved compression set compared to polyether grades.
- Peroxide-cured billable urethane compounds will have much better (lower) compression set compared with sulfur-cured compounds, especially when coagents are included along with the peroxides.
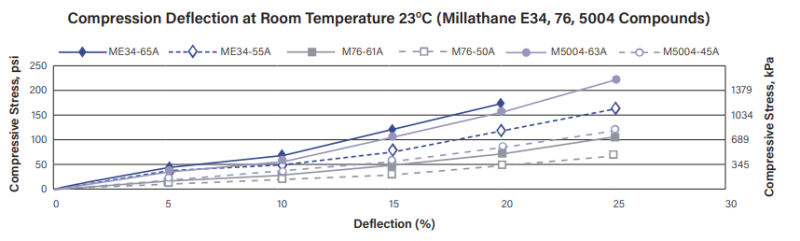
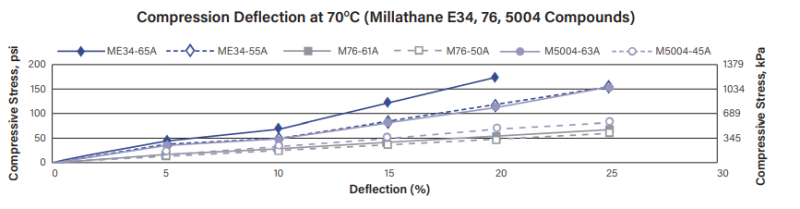
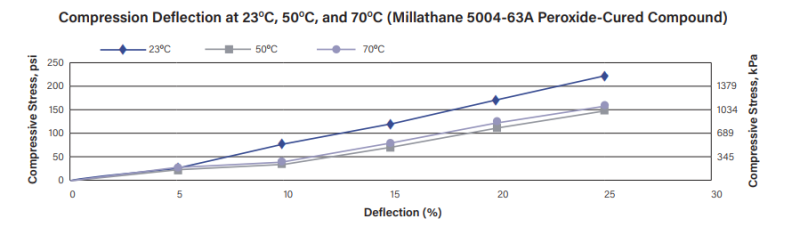
- Compression Deflection
- Three different carbon black reinforced Millathane® millable polyurethane compounds (76, E34, and 5004) were tested for compression deflection per ASTM D575 Method A.
- The Millathane 76 and E34 compounds were sulfur cured, and the Millathane 5004 compounds were peroxide cured.
- Two hardnesses of each compound were tested. The samples had a shape factor of 0.5 (cylinders 1 inch (25.4 mm) in diameter and 0.5 inches (12.7 mm high).
- Compression deflection was tested at 23°C (room temperature), 50°C, and 70°C.
- The data shows the softer compounds have lower compression deflection curves than harder compounds.
- When comparing the compounds at similar hardnesses, Millathane 76 shows the lowest compression deflection values, while the Millathane E34 and 5004 compounds had somewhat similar compression deflection.
- The compression deflection results at higher temperatures show the expected trend of less stress required to deflect the samples, as shown in the 70°C data for all compounds and the 63 Shore A Millathane 5004 compound data for all temperatures.
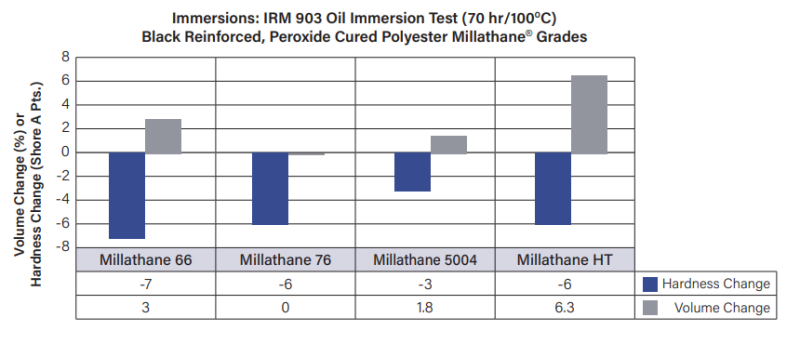
- Oil, Fuel and Solvent Resistance
- Polyester grades will have significantly better resistance to oil and solvents than polyether grades.
- Polyester grades should be chosen for applications requiring optimum resistance to these materials, such as printing rollers and seals.
- The chart below compares four polyester Millathane grades for their resistance to IRM 903 Oil.
- All of the compounds showed minor hardness and volume changes after the elevated temperature oil exposure.
- Millathane 5004 and 76 had the lowest volume changes, and Millathane 5004 had the least change in hardness.
- Heat Resistance
- Millable polyurethane rubber is not known for its high-heat resistance, typically being used at temperatures less than100°C.
- Polyester grades of Millathane® have significantly better heat resistance than polyether grades, and peroxide cures will have better heat resistance than sulfur cures.
- For applications that need non-continuous exposure to temperatures up to 150°C, peroxide-cured polyester millable urethanes such as Millathane 66 and 5004 can have very good utility because of their excellent retention of properties.
- The table below shows the excellent heat resistance of a black reinforced, peroxide-cured Millathane 66 compound.
- The physical properties tested showed no hardness change and minor changes in tensile strength and elongation for heat agings conducted from 70°C to 150°C.
- The compression set showed excellent results up to 140°C, the high value of the set at 150°C would make it unsuitable for applications at this temperature.
- Millathane 66 Premilled contains 1.5 parts of the hydrolysis stabilizer MillstabTM P, which is a polymeric carbodiimide.This is beneficial primarily to hydrolysis resistance but also benefits heat aging and compression set resistance.
Heat Aging Conditions Original 70hr/70°C 70hr/100°C 70hr/125°C 70hr/140°C 70hr/150°C Hardness, Shore A 88 88 88 88 88 88 Points Change - 0 0 0 0 0 Tensile Strength, psi (MPa) 3550 (24.5) 3920 (27.0) 4120 (28.4) 2370 (16.3) 2750 (19.0) 3190 (22.0) % Change - 10 16 -33 -23 -10 Elongation, % 155 165 170 90 100 150 % Change - 6 10 -42 -35 -3 Compression Set Conditions 22hr/70°C 22hr/100°C 22hr/125°C 22hr/140°C 22hr/150°C Compression Set, % 4 5 22 35 74 - Water and Humidity Resistance
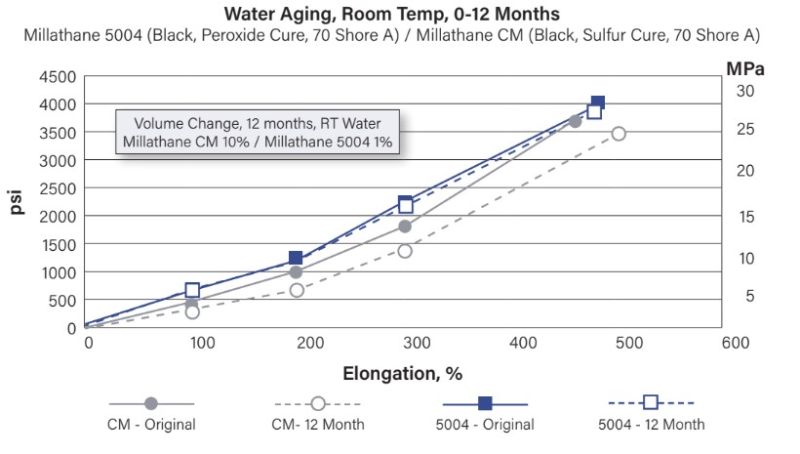
- Polyether millable urethanes have good water and humidity resistance and are recommended for applications where long-term hydrolysis resistance is important.
- Polyester urethanes are much less resistant to hydrolysis but can achieve excellent temporary hydrolysis resistance with the addition of carbodiimide hydrolysis stabilizers and the level and duration of the protection proportional to the amount of MillstabTM P stabilizer in the formulation.
- An example of the polyether millable urethane Millathane CM and the polyester
- millable urethane Millathane 5004 (with 5 parts of Millstab P). After one year of continuous water immersion, both compounds had minimal changes in properties.
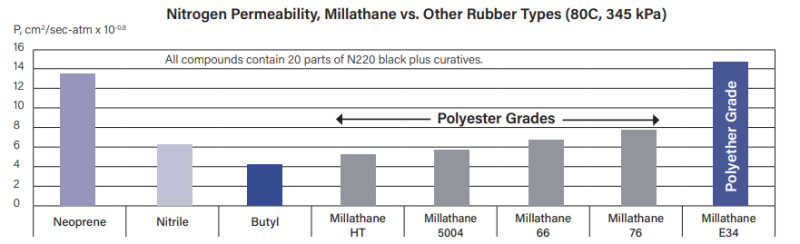
- Gas Permeability
- Millathane millable urethanes have very good resistance to gas permeability, with polyester grades approaching that of butyl rubber.
- A comparison of the nitrogen permeability of several Millathane grades vs. neoprene (CR), nitrile (NBR), and butyl (IIR) rubber is shown in the chart below.
- Polyester millable urethanes have very low gas permeability, comparable to or slightly better than nitrile rubber and slightly defensive to butyl rubber.
- Millathane E34, a polyether polyurethane, had higher (poorer) nitrogen permeability, similar to that of neoprene rubber.
Packaging & Availability
- Packaging Information
Package size/carton: 50 pounds (22.7 kg).
Storage & Handling
- Shelf Life
- 2 years
- Storage Information
Stored under dry and cool conditions.