Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Composite Materials Functions
- Plastics & Elastomers Functions
- Technologies
- Product Families
- Structural Characteristics

Features & Benefits
- Labeling Claims
- Materials Features
- Product Highlights
- High effectiveness at low concentration
- Extremely versatile and suitable for a wide range of plastics application
- Multi-purpose additive - can be used as release agent, flow improver, dispersing agent, gloss booster, surface improver.
Applications & Uses
- Applications
- Compatible Polymers & Resins
- Recommended Application Areas
- Thermoplastics: PA, PP, PBT, PU/TPU, PET, PC, PVC,TPE, styrenics, PLA, others
- Thermosets: epoxy resins, phenolic resins, polyurethane
- Dispersing agents for color masterbatches and filled plastics (talc, glass fiber)
- Application Examples
Polyamide (PA)
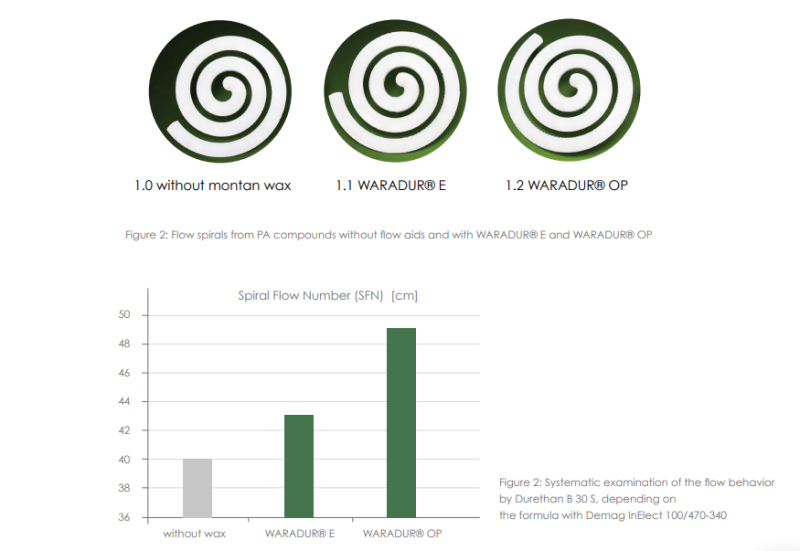
Polyamides are processed in many different modifications leading sometimes to critical processing properties. Due to the polymer’s strong tendency to adhere to hot machine parts, additives are required to improve their mold release properties and so reduce the production cycle time. Especially highly filled compounds normally do not flow easily in the injection molding tool. This is mainly due to the distribution but also the orientation of the fillers and may lead subsequently to reduced mechanical and optical quality of the final product. WARADUR® E and especially the partially saponified WARADUR® OP improve the flowability of polyamides through internal lubrication. As a result, both the filler distribution and orientation of fillers are improved and the shear stress of the melt is reduced during compounding and injection molding. The waxes also reduce the required demoulding force and provide a better external release effect than for example amide wax. A concentration of around 0.5 % WARADUR® E or OP in unfilled polyamide is typically used. Standardized spiral flow experiments clearly demonstrate that WARADUR® E, and especially WARADUR® OP, improve the flow of the polymer, resulting in an extension of the flow path in the flow spiral mold².
Glass fiber reinforced polyamides intended for processing by injection molding often contain more than 20 – 30 % of glass fiber. To improve the dispersion of the glass fiber particles, the flow properties and mold release, the addition of up to 1.0 % WARADUR® E or OP has been proven to be advantageous³.
Furthermore, the use of WARADUR® E or OP markedly improves the optical properties (surface gloss, no deposits) of polyamide moldings due to a finer and more even distribution of pigments and of fillers and/or uniform orientation of glass fibers.
Note :
²VOELPKER TechPaper 01/2017: Flow improvement of unreinforced PA6 enabled by montan wax; 1st edition 02.03.2017; reprint.
³ Technical study (VOELPKER): Positive effects of montan waxes and the mechanical properties of PA 6 GF 30, 2nd edition 07.02.2017
Case Study:
WARADUR® E
Generation of uniform conductivity A manufacturer of a 25 % conductive carbon black-filled PP copolymer was unable to produce his compound without large variations in conductivity properties. WARADUR® E ensured uniform distribution even when using twin-screw extruders for the production. The use of WARADUR® E allowed in this case the reduction of the property variation by one order of magnitude.
Our previous study “POSITIVE EFFECTS OF MONTAN WAXES
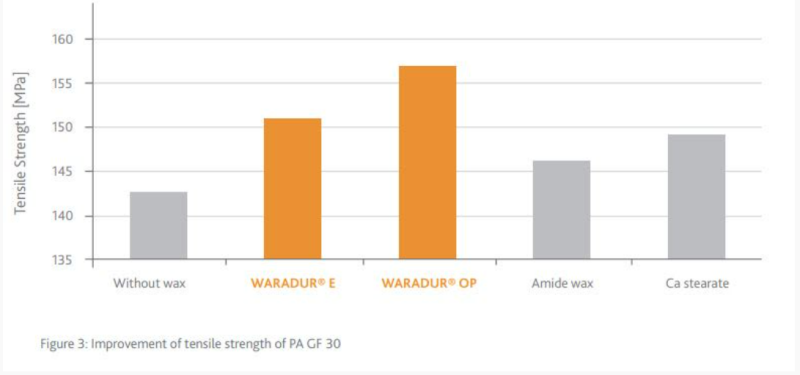
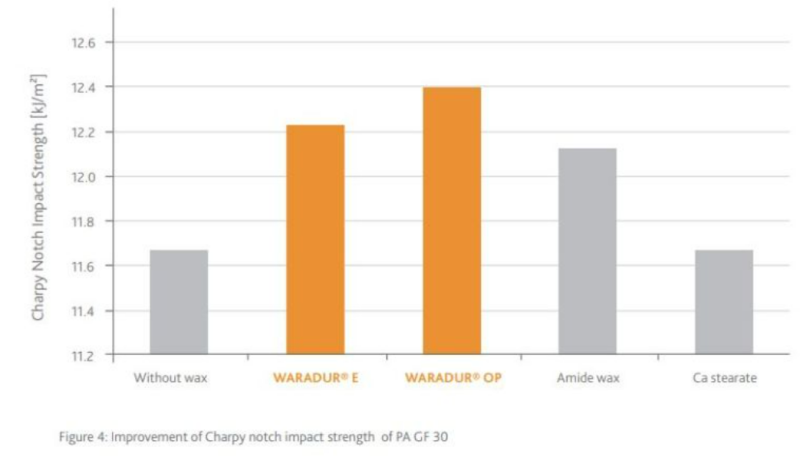
ON THE MECHANICAL PROPERTIES OF PA 6 GF 30” analyzed the mechanical properties of PA compounds with 0.5 phr of different lubricants. The study demonstrated that use of calciium stearate caused a deterioration of mechanical properties. In
contrast, with WARADUR® E and WARADUR® OP a significant improvement of both the tensile modulus (Figure 3) and Charpy notch impact strength (Figure 4) was identified. These results suggest that the WARADUR® wax additives promote a better
dispersion of the used glass fibers.
 Ca salts of montanic acid in WARAMONT CA – also contained in WARADUR® OP and WARADUR® OPplus – act as strong flow promoters. Significantly reduced cycle times can be achieved in injection molding of PA 6.6.
Ca salts of montanic acid in WARAMONT CA – also contained in WARADUR® OP and WARADUR® OPplus – act as strong flow promoters. Significantly reduced cycle times can be achieved in injection molding of PA 6.6.
Case Study
WARADUR® E
Cost reduction / Improved performance
A compounder of carbon fiber reinforced polypropylene compounds for the EE industries was able to reduce the cost of raw materials. When using 0.5 % WARADUR® E in PP with 8 % CF, a 2 orders of magnitude reduction of the values for resistance [Ω] and specific electrical resistance [Ω mm²/m] was measured. WARADUR® E causes a very good distribution and alignment of the individual fibers, so that the conductivity is significantly improved, which manifests itself in a drop in resistance values. This significantly improved carbon fiber distribution ultimately lead to a reduction in the cost of raw materials, e.g. up to. 50 % less carbon fiber usage with about the same conductivity.
Polyester (PET, PBT, PC)
Glass fiber reinforced polyesters contain 20 – 30 % of glass fiber or even more and are normally processed by injection molding. To improve the dispersion of the glass fiber particles, the flow properties and mold release, the addition of up to 1.0 & WARADUR® E or WARADUR® GE has been proven to be advantageous.
 TPE
TPE
TPEs (thermoplastic elastomers) have achieved widespread usage and popularity in thousands of products, owing to their durability, softness and colourability, as well as other benefits. TPUs (thermoplastic polyurethanes, sometimes described as TPE-U) for example are extensively used in the automotive, footwear, transportation and sports industries. The combination of rubber-like properties and good processing features makes TPUs an important class of materials. The family of TPUs comprises a wide range of very soft to hard types. Due to their flexible, rubbery nature, TPUs tend to adhere to hot machine parts and to cake during processing. For this reason lubrication
and release agents must meet special requirements. The montanic ester waxes WARADUR® E and WARADUR® OP are preferably used in TPU, because they reduce the tack power and exhibit good lubricant properties at low volatility. One disadvantage of amide waxes, when used in TPU is their tendency to migrate. This results in the formation of surface deposits on the final product. In contrast to amide waxes, the tendency of montan waxes to migrate is negligible.
WARADUR® E or WARADUR® have an excellent mold release effect in TPU. As a result of their high compatibility they show no tendency to migration and they have a low volatility, even at higher temperatures. The usual concentration is 0.5 – 1.0 %. WARADUR® E and OP also improve the flow properties of TPU. Also in other thermoplastic elastomers like TPE-O and TPE-V montan waxes or special blends of montan waxes with other lubricants have been exhibiting positive application results.
PVC
The advantages of montan waxes come to light in PVC especially when there are high demands made on the quality of the end product.
Superior surfaces, excellent release effects and reduced melt viscosity
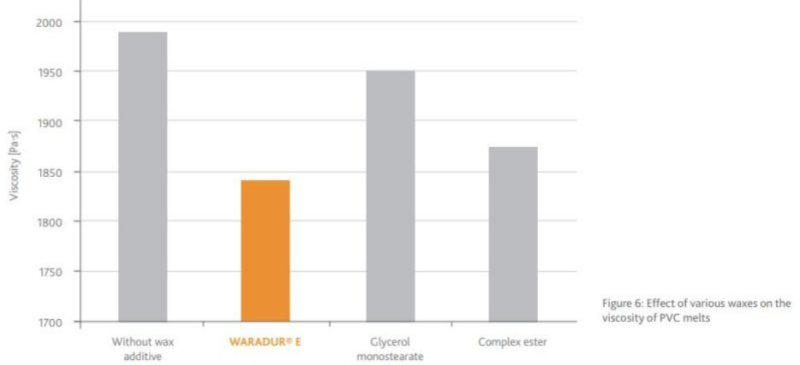
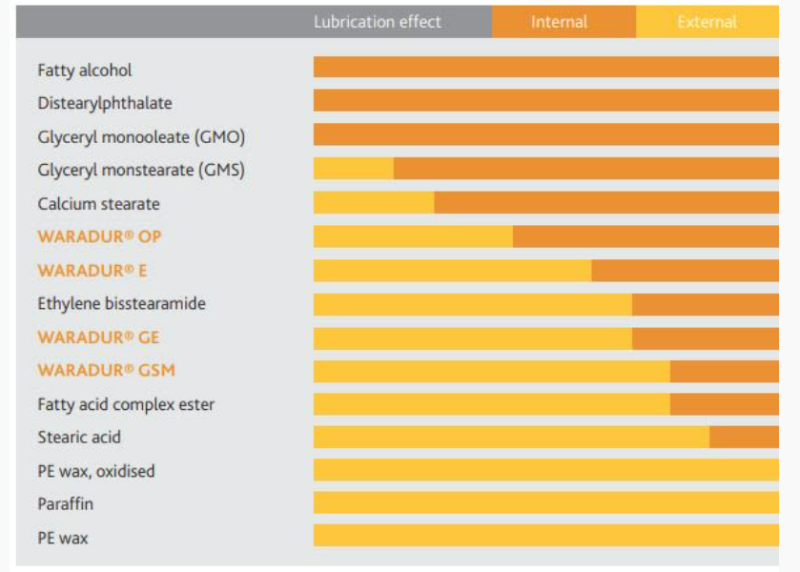
Among other properties, montan waxes function in PVC as release agents (“external lubrication”). They improve the surface quality and smoothness and provide the final product with a superior gloss. Montanic esters are used in materials processed by
injection molding and other processes that require a good melt flow, as they also reduce the melt viscosity (“internal lubrication”: Fig. 1). For example, they show their advantageous lubricating properties in high-speed cable extrusion, especially at the screw tips.
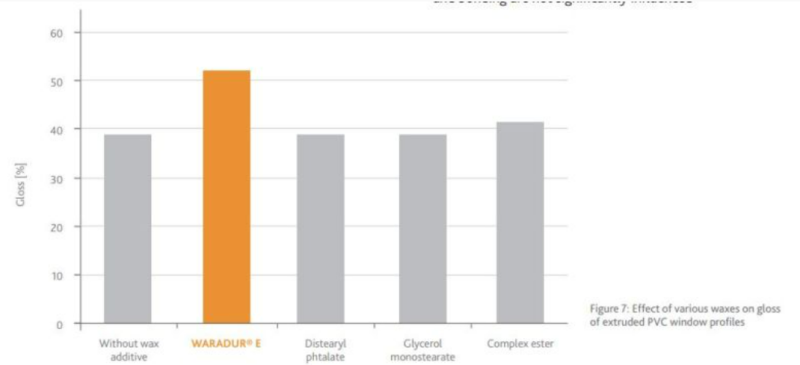
No plate out, better transparency, low volatility Montan waxes like WARADUR® E are often used as specialty high-quality release agents. Apart from the release action, in
contrast to other waxes, they tend not to “plate out”, even at higher dosage. This ensures good removal of finished parts from the mold and also a high-quality glossy surface (Fig. 2). Additionally, downstream processing steps such as metalising, printing
and bonding are not significantly influenced⁴.
⁴VOELPKER TechPaper 01/2018: M. Schiller, U. Zander, L. Matthies: High-Performance Additives for PVC
Thermosets & Epoxides
Montan waxes combine internal lubrication with strong release. Therefore, they are also suitable for the processing of thermosets like epoxy resins and phenolic resins (Novolacs). Internal lubrication helps to improve flow properties whilst external lubrication reduces the adhesion of the molding compound to hot machine parts and improves mold release.
Properties
- Color
- Appearance
- Flakes or powder
- Typical Properties
| Value | Units | Test Method / Conditions | |
| Acid Value | 15 - 20 | mg KOH/g | ISO 2114 |
| Viscosity (120°C) | 15 - 20 | mPa.s | AA 3.2.1.520 |
| Density | 1.00 - 1.02 | g/cm³ | Ph. Eur. 2.2.5 |
| Drop Point | 82 - 88 | °C | ASTM 3954 |
| Saponification Value | 140 - 160 | mg KOH/g | ISO 3681 |
Regulatory & Compliance
- Certifications & Compliance
- Chemical Inventories
- Quality Standards
- Legislation
Food contact legislation:
- FDA 175.105 Adhesives
- FDA 177.2600 Rubber articles intended for repeated use
- FDA 178.3770 For use in lubricants in the fabrication of vinyl chloride plastic food contact articles
- Commission Regulation (EU) No 10/2011 of 14 January 2011 on plastic materials and articles intended to come into contact with food
Other legislation:
- REACH, RoHS and CONEG compliant
- Listed in all relevant national inventories
Technical Details & Test Data
- Test Data
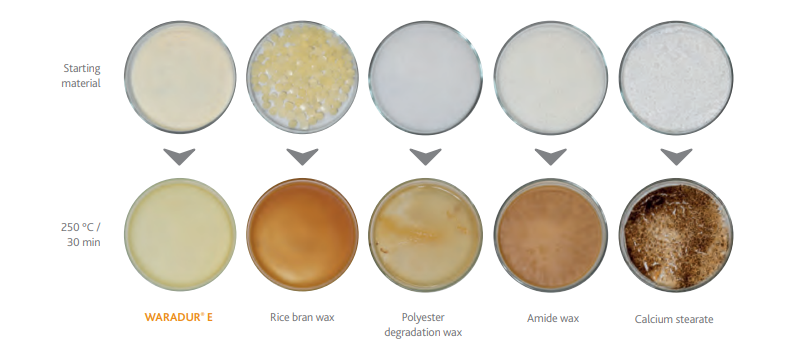
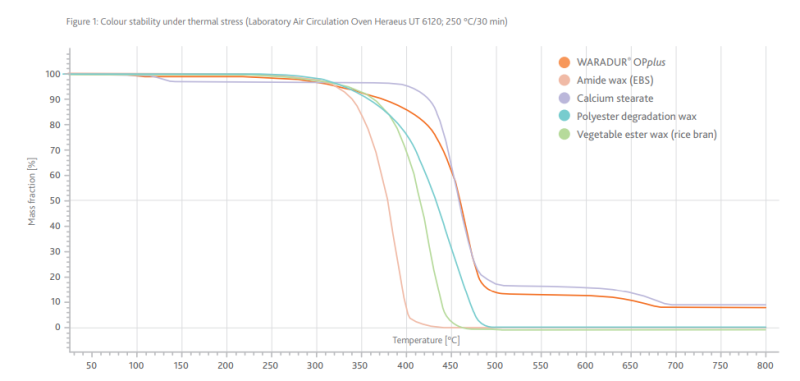
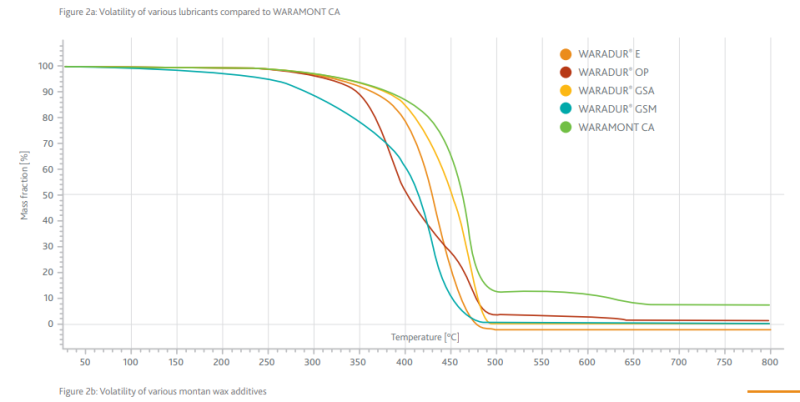
As a result of the long, linear carbon chain as their key structural element, the montan waxes exhibit good thermal stability and low volatility (Figure 2b).
Other lubricants like amide wax, calcium stearate, underivatised vegetable ester waxes or polyester waxes from polymer degradation do not provide the equivalent processing and performance characteristics of montan esters. They also show differing performance in color stability (Figure 1) and volatility (Figure 2a). VOELPKER offers a particularly bright quality of WARADUR® E.
- Flow Improvement Of Unreinforced Pa6 Enabled By Montan Wax
Abstract
- The montan waxes WARADUR® E and WARADUR® OP are excellent thermal stable and low volatile release agents for polyamides. Concentrations of 0.3 – 0.5% are recommended in unfilled polyamide. In the case of filled materials, depending on the filler content, 0.5 – 1.0% can be beneficial.
- These studies analyze effect the montan waxes WARADUR® E and WARADUR® OP have on the melt flow, as additives in unfilled PA. The spiral flow number (SFN) was measured in particular.
- SFN is determined by injecting the molten resin into a long, spiral-channel mold. The SFN is defined as the length of flow for the resin. It was demonstrated that the flowability can be significantly increased by using WARADUR® OP.
Material and Equipment
The analyzed material recipes are summarized in Tab. 1
Matrix Additive Additive [phr Comments PA6 Durethan B 30 S
(non-reinforced, Lanxess)
+
Irganox 245 BASF [0.1 wt.%]
Irgafos 168 [0.2 wt.%]WARADUR® OP 0.5 Montan ester wax, saponified WARADUR® E 0.5 Montan ester wax Table 1: Dosage of wax additives in PA6 Durethan B 30 S
Injection molding: Demag IntElect 100/470-340 smart
Injection molding trials to determine the spiral flow number (SFN)- Screw diameter: 30 mm
- Tool: Flow spiral wall thickness 2 mm (1x)
- Set closing force: 1000 kN
- Injection speed: 3 ccm/s
- Temperature control medium flow temperature: 90 °C
- Cylinder temperatures: [260, 260, 250, 190, 75] °C
At a thickness of 2 mm, a wall thickness typical for injection molding was selected.
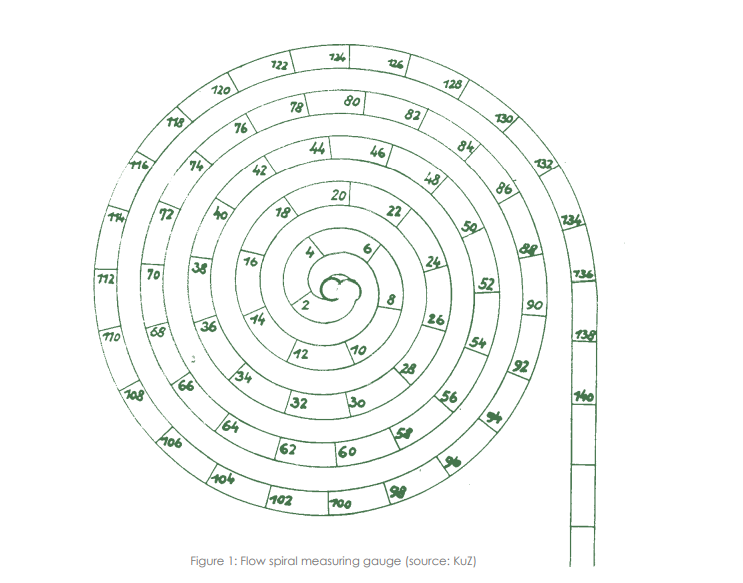
The results of the injection molding tests were quantified with the measuring gage (see Figure 1). The basis for averaging is 10 spirals each per recipe.
 Results
Results
The best flow result was achieved with WARADUR® OP. The flow spirals with Waradur OP are longer than the reference by 17.1%. The extension in the equipment setup used with Waradur E is 6.6%.
Conclusion
WARADUR® E, and especially WARADUR® OP, cause an enlargement of the mold content, i.e. an extension of the flow path of the melted plastic in the flow spiral compared to the reference/blank without wax.
In practice, calcium stearate is also frequently used as a flow improver. Nevertheless, according to the literature, a part of the inner gliding effect is said to trace back to the degradation of the polymer: “Although the metal stearates improve the flowability of the melt, they often cause considerable molecular weight degradation of the polymers. Montan Wax esters and their salts improve the flowability of plastics, such as polyamides, solely through internal lubricant action, Withoutwithout reducing the molecular weight of the polymer.
Our previous study “POSITIVE EFFECTS OF MONTAN WAXES ON THE MECHANICAL PROPERTIES OF PA 6 GF 30” analyzed the mechanical properties of PA compounds with 0.5 phr of different lubricants. The study demonstrated, that
using Ca calcium stearate a detiration of mechanical properties took place. In contrast, with WARADUR® E and WARADUR® OP a significant improvement of both the tensile modulus and Charpy notch impact strength was identified. We suppose that the a.m. montan waxes promote a better dispersion of the glas fibers- Positive Effects Of Montan Waxes On The Mechanical Properties Of Pa 6 Gf 30
Abstract
The montan waxes WARADUR® E and WARADUR® OP are excellent release agents for polyamides. Concentrations of 0.3 – 0.5 % are recommended in unfilled polyamide. In the case of filled materials, depending on the filler content, 0.5 – 1.0 % can be beneficial. This study analyzed the effect of montan waxes WARADUR® E and WARADUR® OP on the material properties as additives in glass fiber filled polyamide compounds. The mechanical properties were analyzed in particular. The study demonstrated that using the aforementioned additives can further improve both the tensile modulus and Charpy notch impact strength.
Material
The analyzed material recipes are summarized in Table 1
Matrix Additive Additive [phr] Comments Durethane BKV 30 H3.0 (PA 6 GF 30) + Irganox 245 [0.1 wt.%] + Irgafos 168 [0.2 wt.%] 0.0 Reference/blank WARADUR® E 0.5 Montan ester wax WARADUR® OP 0.5 Montan ester wax, saponified Amide wax (EBS) 0.5 Calcium stearate 0.5 Table 1: Dosage of wax additives in PA 6 GF 30
Results
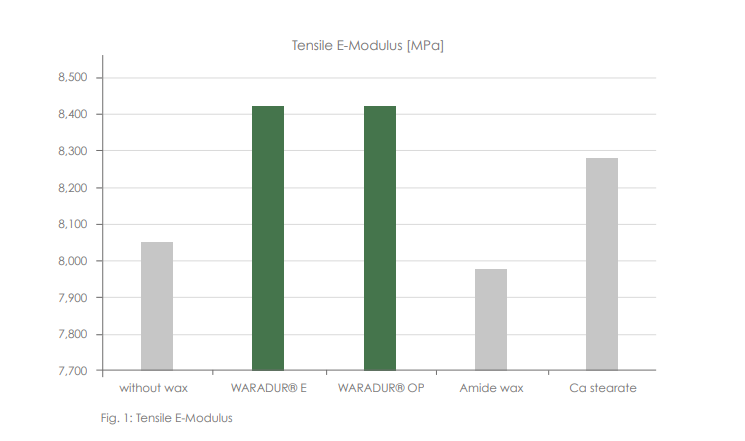
Tensile modulus of elasticity
The tensile modulus of elasticity could be improved by approx. 5 % with WARADUR® OP and WARADUR® E in comparison to the wax-free reference. A significantly smaller improvement could be determined with calcium stearate and amide wax.
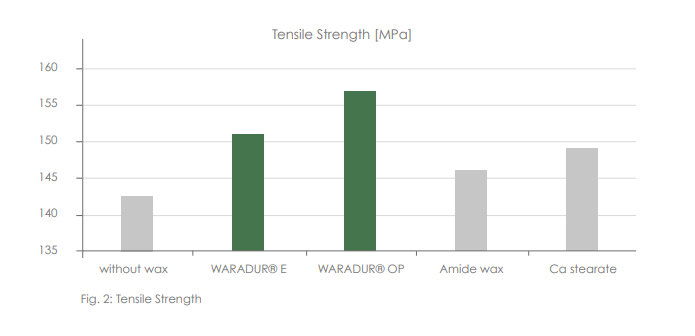
Tensile Strength
The tensile strength could be increased with the WARADUR® OP recipe by approx. 9 %. At the same time, the positive effect on the material rigidity and strength did not have any negative effect on the elongation at break of the polyamide compound. In respect to the tensile strength, the amide wax did not reveal a relevant effect on the material behavior. In the case of the calcium stearate, only a small positive effect (3 %) on the tensile properties could be observed.
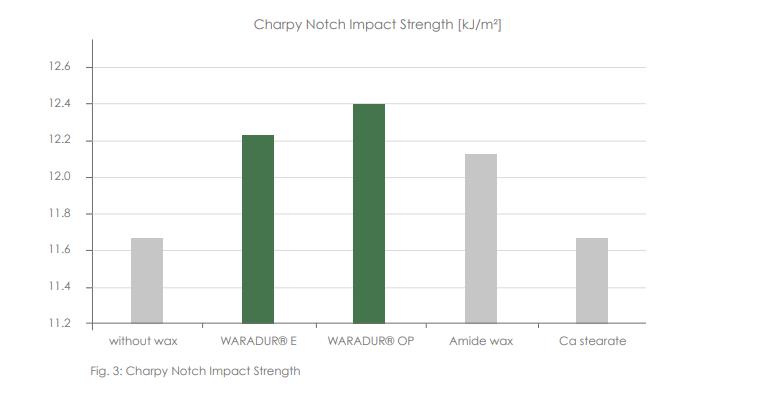
Charpy Notch Impact Strength
The toughness behavior of the polyamide compound upon abrupt stress to notched samples could also be improved by the montan waxes. The increase in the Charpy notch impact strength was 5 % (WARADUR® E) and 7 % (WARADUR® OP).
No improvement in the impact strength could be observed with the calcium stearate. In the case of the amide wax, the Charpy notch impact strength increased by approx. 4 %.
Conclusion
As shown above, in comparison to all other recipes, the WARADUR® OP recipe shows the greatest further improvements in respect to material rigidity and strength, even in glass fiber reinforced polyamide.
Outlook
In further studies, DSC (Differential Scanning Calorimetry) analyzes were conducted on the material recipes. The results reveal that the recrystallization temperature has shifted to higher values through the addition of WARADUR® OP.
This effect on the crystallization process makes it possible to positively affect the thermal, mechanical and chemical processes of the polymer. In a further study, we shall examine in detail the crystallization behavior of montan wax additivated non-reinforced polyamide (in progress).- PBT : Ejection Force Reduction Enabled By Montan Wax
Abstract
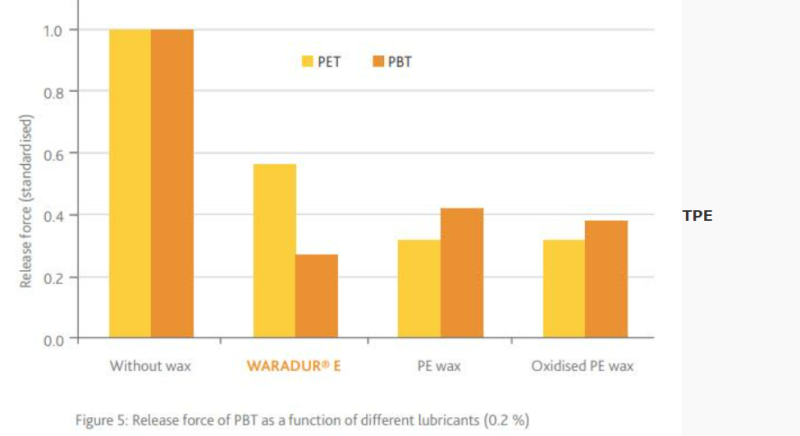
The montan wax WARADUR® E acts as excellent thermal stable and low volatile release agents when used in PBT (Polybutylene terephthalate). To improve the flow properties and mold release, the addition of up to 1.0 % in the case of filled or reinforced materials has been proven to be advantageous. Concentrations of 0.3 – 0.5 % are
recommended in unfilled PBT.
In the present studies it was analyzed what effect the montan wax WARADUR® E has on the demolding properties, as additive in PBT. The ejection force was analyzed in particular. The ejection force (or demolding force) is defined as the force needed to strip the molded parts from the mold cores. It was demonstrated that using WARADUR®
E the ejection force can be significantly lowered.
Material and equipment
The analyzed material recipes are summarized in Tab. 1
Matrix Additive Additive [phr] Comments SHINITE
D201NA
(PBT Base polymer
grade)
+
Irganox 1010 [0.5 wt.%]None 0.0 Reference/blank WARADUR® E 0.4 Montan ester wax PETS 0.4 Pentaerythritolester Calcium Stearate 0.4 Table 1: Dosage of wax additives in PBT
Compounding: Brabender twin-screw extruder (Compounding)
Injection molding: Arburg Allrounder 420C 1000
Compounding of the PBT formulas
The compounding of the materials was performed in a two-stage process:- Master batch production
- Dilution to the end formula to be tested (4 kg in each case). The formulas were compounded at a mass temperature of 260°C and a mass flow rate of 2 kg/h.
Injection molding trials to determine the ejection force
To determine the ejection force, the ejector package from Arburg Allrounder 420C 1000 was adaptively extended by a load cell. For this purpose, the load cell (U2B [5 kN] from the company Hottinger Baldwin Messtechnik GmbH) was axially integrated into the ejector rod. The ejection force was calculated by means of a measuring computer
(software: KATMAN easy). For the tests, an injection molding tool was used with a particularly high shell surface.

All PBT formulas were pre-dried in the granulate dryer at 110°C to a residual moisture of 0.03% before the injection mold trials. The injection mold trials were conducted at a mass temperature of 240°C. When a stable injection mold process had been established (after material change, approx. 40 injection mold cycles), the ejection forces were calculated from 20 measured injection mold cycles.
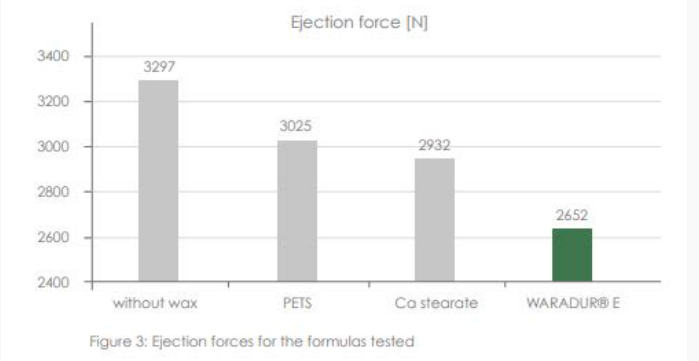
Results / Conclusion
The results show that the ejection forces can be reduced by approximately 20% with Waradur® E. In particular, for box-shaped injection molded parts with a high depth and little or no draft angle or parts with a special surface texture, a reduction of the demolding force is of high priority in order to reduce the cycle times and to produce less rejects. The additives PETS and calcium stearate only reduced the ejection forces by 8% and 11% respectively.
Safety & Health
- Product Safety
WARADUR® E
- Made from fossilized plant wax
- REACHed the criteria for inherent biodegradability (OECD Guideline 301 D, Closed Bottle Test)
- Not classified as carcinogenic, mutagenic or reprotoxic; no health or environmental hazards are known, provided it is applied in industrial and professional settings
Packaging & Availability
- Packaging Type
- Regional Availability
- Packaging
- Paper bag
- Big Bag
Storage & Handling
- Shelf Life
- 18 Months
- Storage
Store at ambient temperature on a dry place. Protect from heat/overheating and direct sunlight. The maximum shelf life is 5 years after production. Thereafter, tests of the chemical characteristics are recommended. After delivery, a minimum remaining shelf life at the customer of 1.5 years is warranted.