
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Product Features
- Superior flexibility for flexible substrates
- Excellent gloss retention
- Outstanding chemical resistance
- Outstanding abrasion resistance
- Outstanding impact resistance
- A library of over 40,000 colors
Applications & Uses
- Applications
- Application Area
- Application Method
- Recommended Uses
EX-2C SFC Topcoat is intended for industrial applications; either new build or maintenance. EX-2C SFC Topcoat is to be used for finishing or refinishing very flexible substrates or when impact resistance and coating flexibility are required.
Industries:
- Oilfield & Energy Services
- Well Service Vehicles
- Drilling
- Tanks
- Cranes and Construction Equipment
- Waste and Recycling Industry
- Garbage Trucks
- Trailers and Rolling Stock
- Mix Ratio
1 part by volume of component A and 1 part by volume of component B. The recommended temperature when mixed is 68-77°F (20-25°C). Other EX-2C B components are available for different ambient conditions and application requirements.
- Surface Preparation
EX-2C SFC Topcoat can be applied over all Endura primer sealers and primer surfacers without sanding during their topcoat window. The topcoat window varies with each primer. If the primer topcoat window has been surpassed; the primer should be sanded with 240 – 280 grit sandpaper to achieve inter-coat adhesion. All sanding dust must be blown off prior to application of the topcoat.
- Application Method
EX-2C SFC Topcoat can be applied using most spray painting systems.
Note: Ensure that any solvent absorbent primer surfacers are properly sealed with a primer sealer prior to application of the topcoat.
Solid Colors: Apply two single wet coats allowing up to 30 minutes flash time between coats. It is recommended that a thinner first coat be applied at 1.5 – 2.0 mils wet, followed by a second wet coat of 2.0 - 3.5 mils wet. Allow up to 30 minutes between coats.
Metallic Colors: Three coats are recommended for metallic colors. Apply two medium coats. Allow up to 30 minutes flash off time between coats. Immediately following the second wet coat apply a third “mist coat” to achieve a uniform finish. Masking tape should be removed as soon as the paint has dried sufficiently to be “tacky”. If the paint is allowed to cure, the tape will be difficult to remove, and jagged edges could occur.
When a high-hide version of any solid or metallic color is used it must be clear coated to realize full gloss and UV stability.
- Spray Gun Setup
Feed Type Fluid Tip Application Pressures (Heel of Gun) Fluid Delivery Siphon Feed 1.6 - 1.8 mm 40 - 50 psi Gravity Feed 1.3 - 1.4 mm 30 - 40 psi Pressure Feed 1.0 - 1.8 mm 50 - 60 psi 10 - 14 oz/min Air Assist Airless 9 - 13 Thou 1000 - 1800 psi Airless 9 - 13 Thou 1700 - 3000 psi - Spray Viscosity
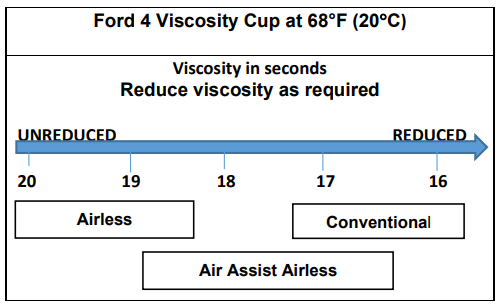
Note: Spraying viscosity and thinning will depend on ambient conditions, spray equipment used and the desired surface finish. If required, recommended spraying viscosity is achieved by reducing with one of the desired Endura topcoat thinner/ reducers.
FTH0086 – EX-2C Thinner / Reducer
FTH0090 – Slo EX-2C Thinner /Reducer
FTH0014 – Medium Topcoat Reducer
- Film Build
EX-2C SFC Topcoat has a recommended film build thickness of:
WFT (Unreduced) 3.5 - 5.5 mils 89 - 140 microns
DFT 1.5 - 2.5 mils 38 - 63 microns
Poor hiding colors film build may be higher.
Theoretical coverage at 1.0 mil (25 microns) Average DFT: 740 ft² per gallon at 100% transfer efficiency
- Dry Times
20°C 30°C 40°C Dust Free 3 Hours 2 Hours 1 Hour Full Cure 7 - 9 Days 5 - 6 Days 3 - 4 Days Note: Dry Times are subject to ambient conditions (temperature and humidity), good airflow and film build of the topcoat.
For best results, surface temperature must be 86F (30C) or less before topcoating. Maximum re-coat window without sanding is 18 hrs at 68°F (20C). After 18 hours EX-2C SFC Topcoat must be sanded to achieve inter-coat adhesion. Mechanical sanding with 220 – 320 grit is recommended before topcoating.
The use of Super Catalyst II with Endura topcoats will accelerate drying times.
Important Note: Ensure that no more than three coats of paint are applied in a 12-hour shift. This includes primer, mid-coat, topcoats, and clear coat. If more than three coats have been applied wait 10-12 hours to allow for proper solvent evaporation.
- Top Coating Infomation
This Product can be top coated with the entire range of Endura topcoat products.
- Clean Up
Clean all equipment immediately after use with Endura High Strength Gun Wash, Endura epoxy reducer or Endura EX-2C thinner.
- Automotive Finish
To achieve an automotive like finish (smooth, minimal orange peel) with EX-2C Low VOC Topcoat additional reduction will be required
Recommended Mixing Ratio:
2 parts by volume Component A
2 parts by volume Component B
1 part by volume Medium Topcoat Reducer
This reduction will result in a spray viscosity of approximately 14.5 secs Ford 4 Cup (White)
Note: depending on the color, reduction will vary. For example, whites may require slightly more reduction than metallics.
Recommended Reduced Spray Viscosity:
Reduced Mixed Viscosity 14-15 seconds Ford 4 Cup (White)
Note: Spraying viscosity and thinning will depend on ambient conditions, spray equipment used, and the desired surface finish. Application of a third coat will be required to achieve the recommended film build of dry: 1.5 – 2.5 mils DFT (37.5 – 62.5 microns).
- Clear Coating
EX-2C SFC is going to be clear coated, the following minimum times before application of the clear coat are recommended:
- Solid Colors: 3 Hours
- Mettalic Colors: 6 hours
The minimum clear coat times are based on based on recommended film build at 68°F (20°C) and 50% RH. The use of Supercatalyst I or II in the EX-2C will reduce these minimum times.
Maximum re-coat window without sanding is 18 hrs at 68°F (20°C). After 18 hours EX-2C SFC Topcoat must be sanded to achieve inter-coat adhesion. Mechanical sanding with 400 grit is recommended before clear coating. Metallics and pearls must be clear coated within this re-coat window as sanding is not recommended.
- Component B Selector
EX-2C Low VOC B – For use when VOC compliance is required. 1 part by volume of component A and 1 part by volume of component B.
Properties
- Finish (60°C)
- High Gloss (90+GU)
- Typical Properties
- Specifications
| Value | Units | Test Method / Conditions | |
| Volume Solids Mixed (1:1) | 42 - 50 | % | - |
| VOC Mixed (Unreduced) | 468.0 | g/l | EPA Method 24 |
| Value | Units | Test Method / Conditions | |
| Solvent Resistance (100 MEK Rubs) | No Failure | - | ASTM D4752 |
| Impact Resistance (100 in. lbs, Direct and Reverse) | No Failure | - | ASTM D2794 |
| Flexibility (1/16 in. Mandrel Bend) | No Failure | - | ASTM D2794 |
| Service Temperature | -40 to 182 | °C | - |
| Hardness | 2H | - | ASTM D3363 |
| Abrasion Resistance (1000 Cycles - CS 17, Loss) | 36.0 | mg | ASTM D4060 |
Regulatory & Compliance
- Certifications & Compliance
Safety & Health
- Environmental Conditions
For optimum coating performance product, substrate and ambient temperature should be between 68°F-77°F (20°C-25°C). To prevent condensation during application the surface temperature must be 5°F (3°C) or more above the dew point at all times.
Packaging & Availability
- Ordering Information (Sizing)
Available in Pints, Quarts, Gallons, 5 Gallon Pails Other custom sizes may be available.
1 Mixed Quart (946 ml) Comp A CLRXXXXX-010 1 Pint (473 ml) Comp B FUB0100-010 1 Pint (473 ml) 2 Mixed Quart (1.89 ml) Comp A CLRXXXXX-020 1 Quart (946 ml) Comp B FUB0100-020 1 Quart (946 ml) 2 Mixed Gallons (7.56 L) Comp A CLRXXXXX-030 1 Gallon (3.78 L)
Comp B FUB2100-030 1 Gallon (3.78 L)
10 Mixed Gallons (37.8 L) Comp A CLRXXXXX-030 5 Gallon (18.9 L)
Comp B FUB0100-050 5 Gallon (18.9 L)
Storage & Handling
- Pot Life (25°C, 50% RH)
- 8 - 10 Hours
- Shelf Life
- 3 Years (Component A, 25°C), 2 Years (Component B, 25°C)