
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Chemical Name
- Reinforcement Material
- Composite Materials Functions
- CAS No.
- 409-21-2
- EC No.
- 206-991-8
- Technologies
Features & Benefits
- Labeling Claims
- Materials Features
- Product Highlights
- Compression Moldable
- No Solvent Removable Necessary
- Standard Modulus Carbon Fiber Reinforced with varying fiber lengths
- Configurable Thermal and Mechanical Properties
- Designed for High Temperature applications
- Heat Shields
- Friction
- Furnace Tooling and Hardware
Applications & Uses
- Applications
- Composites End Use
- Composites Processing Methods
Properties
- Color
- Physical Form
- Odor
- Odorless
- Appearance
- Dark gray colored grass clipping; non tacky; flexible
- Physical Properties
- Flexural Properties
| Value | Units | Test Method / Conditions | |
| Density (Molded) | 1.52 - 1.62 | g/cm³ | - |
| Density (Received) | 0.45 - 0.55 | g/cm³ | - |
| Bulk Factor | 2:1 | - | - |
| Value | Units | Test Method / Conditions | |
| Flexural Strength | 69.0 | MPa | - |
| Flexural Modulus | 33.0 | GPa | - |
Technical Details & Test Data
- Technical Details
Green Body Curing
- To create a green body, StarPCSTM BMCs are compression molded using standard compression molding techniques, tooling, and typical pressures, and are cured at temperatures between 180-250°C.
Ceramic Matrix Composite (CMC)
- To create high temperature ceramic matrix composite structures, these green bodies are pyrolyzed to temperatures between 850°C (minimum) and 1,200°C at atmospheric pressure and in inert environments to create a porous ceramic matrix preform. Vacuum infiltration fills the pore volume to allow creation of an amorphous silicon carbide CMC. Ideal infiltration polymers include StarPCSTM SMP-10 or SMP-877.
- Test Data
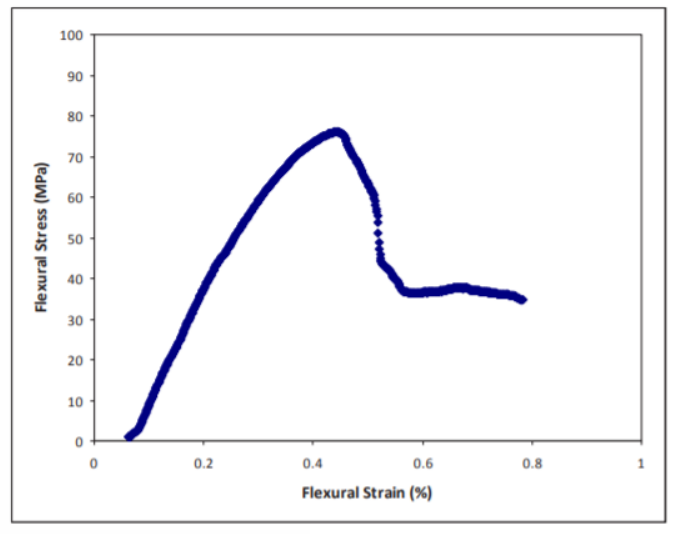
Stress-Strain Curve for SBMC-998 Ceramic Composite
Storage & Handling
- Storage
Refrigerate