Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Product Type
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Ready-to-Use Product Features
- Keynotes
- Resin-based water-soluble REL0 (Cleaned)
- Halide & Halogen-free (EN14582) - ZERO!
- Ultra-Low voiding. Clear residue. Optimal viscosity. REACH-complaint
- World-class printability, instant activity response
- Superior dispensing or stencil printing
- Sharp definition at high-speeds
- Low solder balling and graping. Long stencil life
- Easy to clean using warm Deionized Water, IPA, solvents, water-based saponifiers
Applications & Uses
- Application Area
Properties
- Typical Properties
| Value | Units | Test Method / Conditions | |
| Stencil Life (at 30 - 70% R/H & 20 - 25°C) | max. 12 | hours | - |
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Viscosity
PRINT jar/cartridge DISPENSE syringe Tacky flux Tack force 200-275 100-140 20-50 30-37 * Malcom @ 10 RPM @ 25°C x10³ g/cm/s
- Printer Operations
Stencil printer does not require any specific optimization, should be fully adjustable based on standard in-house process requirements, including high-speed printers
Print Speed: 20-200 mm/sec (add pressure for speed)
Squeegee Pressure: 70-540 g/cm of blade (add for speed)
Stencil Vac/Wipe: Every 10-25 prints or as necessaryAutomated and vacuum cleaning systems for both stencil and misprinted boards. Manual cleaning using Isopropyl alcohol (IPA), co-solvents and/or ultrasonic scrubbers, vapor degreaser.
- Test Results
IPC-TM-650 Test Value Result Corrosion (Cleaned) 2.6.15 L: Minor PASS Copper Mirror (NC) 2.3.32 L : No breakthrough PASS ECM (Cleaned) 2.6.14.1 L : <1 decade drop PASS Quantitive Halides 2.3.28.1 L: <0.05% PASS SIR Test (Cleaned) 2.6.3.7 L: ≥100 ΜΩ PASS - Printing
Optimal print definition for fine pitch applications. Long stencil life of this product virtually eliminates waste of solder paste. For mesh/size determination refer to the Pitch Requirements chart below:
Size (micron) Type Value 75 - 45 μm T2 24 mil + 45 - 25 μm T3 16 - 24 mil 38 - 20 μm T4 12 - 16 mil 25 - 15 μm T5 < 12 mil 20 - 5 μm T6 < 8 mil - Sample Reflow Profile
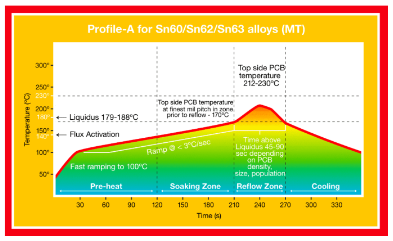
Mt° Profile-A can be used as a starting point for the leaded process optimization with Sn60, Sn62, Sn63 alloys. A cooldown rate of 2-4°C/sec is ideal for the formation of fine grain structure without risking damage to thermally sensitive components.
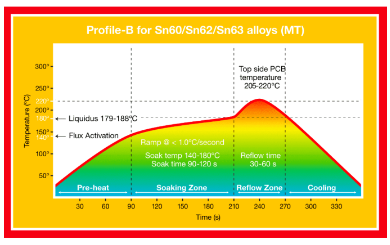
Mt° Profile-B is an alternative approach to solder Sn60, Sn62, Sn63 utilizing a soak of up to two minutes at 155°C may help to minimize voiding in leaded BGA, LGA & QFN assembles. This will allow more time for solvent components of the solder paste to outgas prior to reflow.
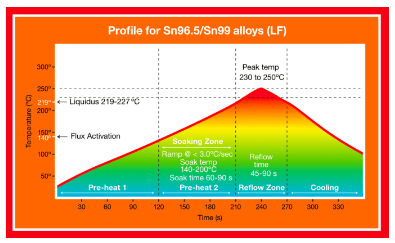
LF Profile as a starting point for lead-free process optimization using SAC305/SAC307 alloys. A cool down rate of 2-4°C/sec is ideal for the formation of fine grain structure without risking damage to thermally sensitive components.
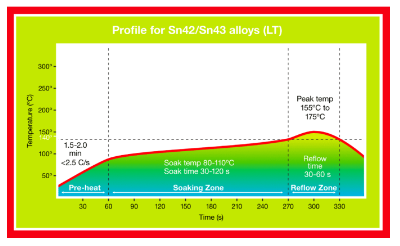
LT Profile as a starting point for low-temperature process optimization using Sn/Bi alloys. To achieve better results with voiding or reduce tombstoning, consider using a longer soaking zone.
Packaging & Availability
- Packaging Type
- Availability
Hydra-UHF™ works with many alloys: Sn42Bi58, Sn42Bi57.6Ag0.4, Sn42Bi57Ag1, Sn43Pb43Bi14, Sn60Pb40, Sn62Pb36Ag2, Sn62.8Pb36.8Ag0.4, Sn63Pb37, Sn96.5Ag3.5, Sn96.5Ag3.0Cu0.5, Sn99Ag0.3Cu0.7, Sn99.3Cu0.7, Sn100c
- Packaging Information
Options with various viscosity and metal load for stencil printing and dispensing applications:
- Printing: Jars, 1/4 NPT nozzle cartridges
- Dispensing: Syringes, ProFlow cassettes
Storage & Handling
- Shelf Life, Storage, and Handling
Refrigerated storage at 5-7°C will prolong the solder paste shelf life to no less than 6 months. Solder Paste should be allowed to reach ambient temperature, normalize for about 6-8 hours before use. Tacky flux has 24 months shelf life stored in room temperature. Refrigeration won't extend shelf life. Normalize for 4-6 hours if stored refrigerated. Paste/flux in syringes and cartridges should be kept vertically, dispensing tip pointing down.
Note :NEVER FREEZE SOLDER PASTE / FLUX!