
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Reinforcement Form
- Reinforcement Material
- Composite Materials Functions
- Technologies
- Product Families
- Type
Epoxy resin, which contains a hardening system, fire resistant type according to FAR Part 25.
- Appearance
A resin is in the form of light green translucent foil, 0.1-0.7 mm thick (according to the customer request). It is flexible and shapeable at indoor or increased temperature.
Features & Benefits
- Materials Features
- Properties
Properties of Letoxit® Foil LFX 056
Density of uncured resin (g/cm3) 1.27 1.27 1.27 Curing temperature (°C) 90 120 140 Peak of reaction (min) 121 13,7 4,5 Minimal curing time (min) 200 20 15 Recommended curing time (min) 240 60 40 Resin properties* Density of cured resin (g.cm-3) Density of cured resin (g/cm3) 1.31 1.31 1.31 Shrinkage (%) 3.1 3.1 3.1 Hardness Barcol 30 - 35 30 - 35 30 - 35 Tg (°C) 80 120 120 Maximal flexural stress (MPa) 95 110 Flexural modulus of elasticity (GPa) 3.6-3.7 3.3-3.4 Impact strength (kJ/m2) 18 22 *Stated properties of cured resin were measured after curing at given temperature and recommended curing time
The composition produced by the LF Technology can be cured to lower conversion degree, app. 70% and post-cured outside the mold. However, the composition that is not cured
properly is very brittle!Composite properties reinforced with glass *
Density (g/cm3) 1.59 Resin content (%) 50 Maximal flexural stress (MPa) 480 Flexural modulus of elasticity (GPa) 15 Impact strength (kJ/m2) 165 * Properties of cured composite were measured after curing at given temperature and recommended curing time. Composite constitution: 12 layers of glass fabric - twill weave, 163 g/m2, and 5 layers of Letoxit® Foil LFX 056, 200 g/m2.
Applications & Uses
- Markets
- Applications
- Compatible Reinforcements
- Composites End Use
- Composites Processing Methods
Properties
- Color
- Physical Form
Technical Details & Test Data
- Lamination technique
Laminate is made by laying foils and reinforcement in order to keep the requiredpredetermined reinforcement/resin ratio. Required shape corresponding to the shape oflaminated surfaces is cut out with scissors, knife or other tool from the Letoxit Foil resin.Covering paper is pulled off the foil and the resin is put on the upper layer of there inforcement. The resin foil pushed against the reinforcement a little and smoothened to avoid reinforcement folds. The reinforcement has to be loosened well to fill the mold perfectly. The second covering polyethylene foil is then pulled off and next reinforcement layer is applied. These steps are repeated until the desired amount of reinforcement layers isreached. It is recommended to work at the manipulation temperature – temperature range,which specifies processability of Letoxit Foil. Below the manipulation temperature, this material is too brittle and it breaks and it is too shape able and adhesive above this temperature range. The manipulation temperature is thus 15-35°C; the best processability is between 20 and 30°C. It is suitable to use hot-air gun for assembling of more difficult compositions or shaped surfaces, especially when warm table cannot be used.
It is possible to use either more layers of reinforcement alternately with the Letoxit Foil resinor to use one thick layer of Letoxit Foil resin and several layers of reinforcement. It is necessary to have at least one layer of reinforcement between the mold and the layer of Letoxit Foil resin. The amount of Letoxit Foil has to be high enough to fill up the vacant spacein the reinforcement structure. Minimal amount of resin content can be calculated withfollowing formula: mLF / LF + mR / R = tC
where mLF is a Letoxit Foil area weight (g/m2), LF is a Letoxit Foil density (g/cm3), mR (g/m2)is a reinforcement area weight (g/m2), R is reinforcement density (g/cm3) and tR is compositethickness ( m). Area weight can be calculated for all layers of reinforcement or Letoxit Foil.Examples of some reinforcement density can be found in the table.
Type of reinforcement Density (g.cm-3) E-glass 2.58 S2-glass 2.46 Carbon 1.76 Air has to be evacuated from the composition reinforcement-Letoxit Foil before curing. Required pressure is 0.075-0.09 MPa. The composition has to be evacuated longer toachieve required pressure value in all parts of the laminate. It is important particularly forlarge products or products with high number of layers. It is recommended to perforate theLetoxit Foil with a spiked roller; it allows better evacuation of air before curing. The evacuated composition is cured in the mold at increased temperature under vacuum or in apress or autoclave.
Resin can be also added to prepregs by laying the Letoxit Foil to a specified place, whereincreased amount of resin is needed. The processing of this composition is the same as inthe case of prepregs. Careful evacuation of air and sufficient pressure difference reachperfect impregnation of fibers after temperature rise; thus the quality of the resultingcomposite is comparable with prepregs without necessity of autoclave use.
- Curing
Letoxit® LFX 056 resin is usually cured at temperature 120-125°C for 60 minutes. Laminate is fixed with pressure 0.075-0.09 MPa during curing. Two processes occur during temperature rise of the foil:
1/ The viscosity of Letoxit® Foil decreases with increasing temperature and the dry reinforcement is being impregnated
2/ Epoxy resin starts to cure (effect of hardeners) after temperature rise
Therefore it is necessary to ensure sufficient time for impregnation of dry reinforcement during curing at increased temperature before Letoxit® Foil reaches the gel point when material is not able to flow and thus impregnate the dry reinforcement. For that reason the following temperatures are determined:Impregnation temperature, which is the lowest temperature when the viscosity of Letoxit® Foil is low enough to impregnate the dry reinforcement. In the case of Letoxit® LFX 056, the impregnation temperature is 70°C. Impregnation is easier at higher temperatures, but the time for resin flow is shorter.
Curing temperature, which is the temperature when resin is cured at certain time.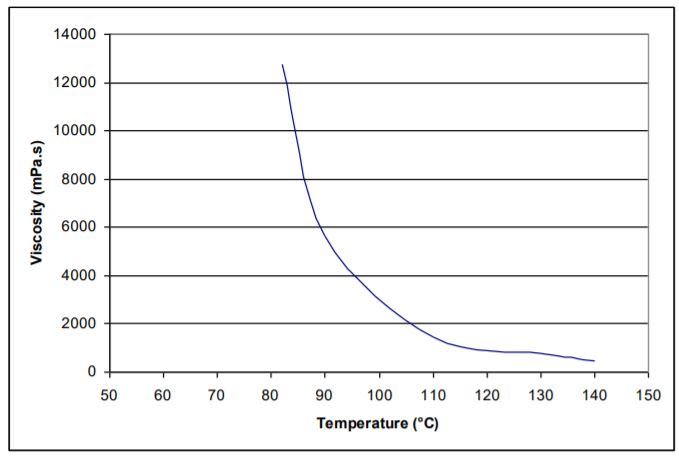
Fig.1: Dependence of viscosity on temperatureCuring time is counted from the moment when the temperature within the produced laminate reaches curing temperature. No volatile compounds are released from laminate during preparation or curing. Laminated can be also cured at lower temperature, see following figure and table, which contain curing temperatures and properties.
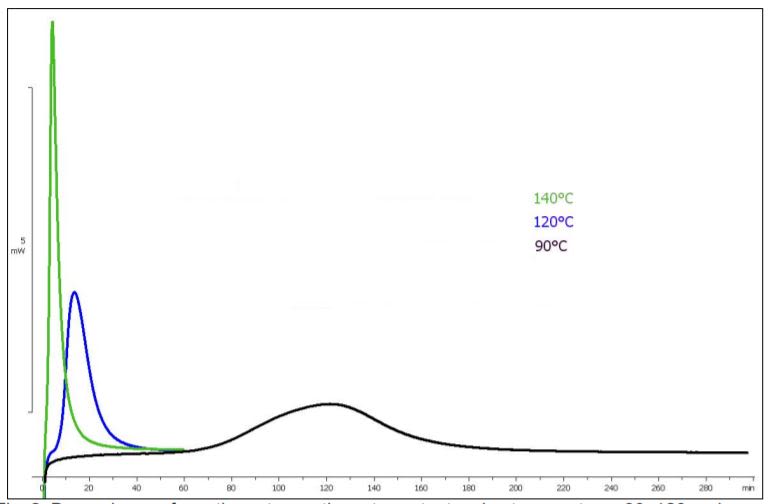
Fig. 2: Dependence of reaction rates on time at constant curing temperatures 90, 120 and 140°C. Measured at DSC.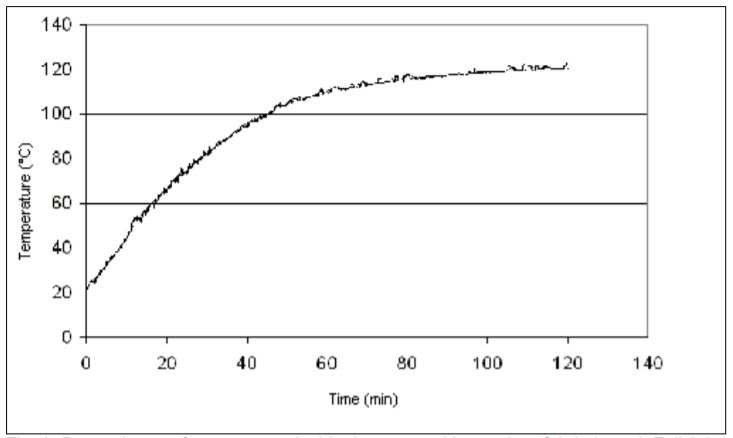
Fig. 3: Dependence of temperature inside the composition carbon fabric-Letoxit Foil 2.3mm thick. The composition was cured under vacuum in a steel mold at 120°C laid in a drying kiln.It is necessary to keep the composition at the curing temperature for at least the minimal curing time. It is necessary to verify that the curing temperature is reached within whole cross-section of the cured composition. Temperature inside the cured composition can be measured with e.g. thermocouple.
Packaging & Availability
- Packaging Type
- Packaging
The resin is delivered in the form of foil, 250 mm or 1000 mm width, which is protected with polyethylene foil from one side and isolating paper from the other side. It is winded up on the
hollow with the total weight up to 10 kg (usually 5 kg rolls are supplied – according to the customer request).
Storage & Handling
- Storage
Without the change of properties, the resin can be stored for 1 month at +20°C, for 3 months at 5°C and up to 1 year for –18°C. The temperature +30°C mustn’t be crossed during
transport and storage.