Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Product Type
- Technologies
Features & Benefits
- Labeling Claims
- Ready-to-Use Product Features
- Features
- Thermal Conductive And Electrical Insulating
- Epoxy Only
- High Adhesion,
- High Tg
- Long Shelf And Working Life
- Low Outgas
- Excellent Reliability Performances
- Robust For Solder
- Reflow Process
- Product Highlights
ACW’s Dual Cure Epoxy Adhesives can be cured with UV light or heat. These are single component resins that offer long working lives at room temperature. These products are especially good for active alignment applications. Use UV to set the alignment and heat to cure the adhesive in shaded areas. Thixotropic versions are available. Thermal conductive versions are boron nitride filled. For more details about Dual Cure Epoxy adhesives, see the Dual Cure page in the Blog section.
Applications & Uses
- Applications
- Cure Method
- Coating Type
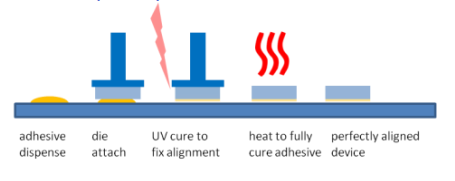
- Instructions for Use
- Clean the substrates to remove contamination, dust, moisture, salt and/or oil
- Dispense adhesive on substrates
- Bond substrates (with active alignment – optional)
- UV cure to fix alignment
- Thermal cure: heat is mandatory for completely cured adhesive
- Applications
- Glass to glass bonding
- Glass to ceramic bonding
- Glass to plastic bonding
- Semiconductor or optoelectronic packaging
- Component packaging
- Active alignment applications
- Camera module assembly.
- Bonding
- Semiconductor, CMOS bonding, chip & component packaging
- Low outgas; meets MIL-STD 883/5011
- Thermal conductive
- Uses
- Bonding integrated circuits and components in semiconductor packaging.
- Heat transfer and heat dissipate
- Bonding of opaque substrates
Properties
- Physical Properties
- Thermal Properties
- Typical Properties
- Cured Properties
- Uncured Properties
| Value | Units | Test Method / Conditions | |
| Elongation (25°C, 50% RH) | 3.0 | % | ASTM D638 |
| Tensile Strength (25°C, 50% RH) | 150.0 | Mpa | ASTM D638 |
| Young's Modulus (25°C, 50% RH) | 15900.0 | Mpa | ASTM D638 |
| Value | Units | Test Method / Conditions | |
| Coefficient of Thermal Expansion [Above Tg (x10⁻⁶)] | 59.0 | °C⁻¹ | ASTM E831 |
| Coefficient of Thermal Expansion [Below Tg (x10⁻⁶)] | 20.0 | °C⁻¹ | ASTM E831 |
| Thermal Conductivity (75μm film) | 2.6 | - | - |
| Thermal Conductivity (500μm film) | 1.25 | - | - |
| Value | Units | Test Method / Conditions | |
| Operating Temperature | -60 to 200 | °C | - |
| Particle Size | 7 - 30 | µm | - |
| Value | Units | Test Method / Conditions | |
| Glass Transition Temperature (DMA) | 166.0 | °C | - |
| Hardness | 85.0 | Shore D | - |
| Outgas (Weight, per MIL-STD 883/5011) | 0.08 | % | - |
| Outgas (Weight, per Telcordia GR-1221) | 0.06 | % | - |
| Shrinkage (Linear) | max. 0.3 | % | - |
| Volume Resistivity | min. 10¹³ | ohm-cm | - |
| Value | Units | Test Method / Conditions | |
| Apperance (Uncured Adhesive) | White Paste | - | - |
| Density | 1.3 | g/ml | - |
| Shelf Life (20 - 25°C) | 6.0 | months | - |
| Thixotropic Index (Shear Rate: 1/s over 10/s) | 3.0 | - | - |
| Viscosity (25 °C, Shear Rate 10/s) | 53,000 - 57,000 | cps | - |
| Work Life (20 - 25 °C) | 3.0 | months | - |
Technical Details & Test Data
- UV Curing Conditions
Two curing ways: UV + heat or heat
- UV + Heat curing: fix aligned parts with UV, then use heat to completely cure adhesive including adhesive in shaded areas.
First step: UV cure
- Metal halide/Mercury UV: UV-A (320-400 nm),intensity: 100-1,000 mW/cm2
- LED-365 nm, UV light intensity: 100 to 1,000 mW/ cm2
LED-365 nm UV intensity(mW/cm2 ) x time (sec) 100 100 sec or more or 200 50 sec or more or 300 35 sec or more or 400 25 sec or more or 500 20 sec or more or 1,000 10 sec or more Metal Halide/Mercury(UV-A: 320-400 nm)
UV intensity(mW/cm2 ) x time (sec) 100 50 sec or more or 200 25 sec or more or 300 17 sec or more or 400 13 sec or more or 500 10 sec or more or 1,000 5 sec or more 2. Heat curing: the adhesive will cure by only heat
(140°C for 4-5 hrs or 150°C for 1 to 2 hrs or 180°C for 30 minutes)
- The actual heat cure time is dependent on the heating time of the bonded components. The heat time of the components must be added to the total cure time of the adhesive for the process
- The effect of humidity is greater for very thin film, if the adhesive layer is <25 μm, then longer cure time might be needed
- To ensure good curing speed, the humidity should be <60% RH
- Epoxy adhesives have post cure properties. Adhesion strength testing should be conducted at least 24 hrs after part assembly.
Safety & Health
- Safety and Handling
The uncured adhesive can be cleaned from apparatus with isopropyl alcohol (IPA), methyl ethyl ketone (MEK), or commercial alcohol based cleaning solution. Avoid direct skin and eye contact. Use only in well ventilated areas. Use protective clothing, gloves and safety goggles.
Storage & Handling
- Shipment and Storage
- Shipment: no restriction on shipment and no cold shipment is needed
- Storage: After the adhesive is received in black syringes or amber HDPE bottles, room temperature storage (15-30°C) in the original container is required.