Knowde Enhanced TDS
Identification & Functionality
- Additives Included
- Chemical Family
- Core Type
- Polymer Name
- Composite Materials Functions
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Materials Features
Applications & Uses
- Applications
- Plastics & Elastomers End Uses
Properties
- Physical Form
- Typical Properties
| Value | Units | Test Method / Conditions | |
| Weight | 1.2 | mg | — |
| Size | 2.0-3.5 | mm | — |
| Bulk Density | 58-66 | g/l | — |
Regulatory & Compliance
- Certifications & Compliance
- Food Approved
Yes
Technical Details & Test Data
- Physical Properties
Test method 70g/l 85g/l Compressive strength
25% strain (kPa)
50% strain (kPa)
75% strain (kPa)ISO 844
5 mm/min425
580
1250550
760
1720Tensile strength (kPa)
Tensile elongation (%)ISO 1798 1070
231280
21Compression set
25% strain – 22 hours – 23°C (%)ISO 1856 (Method C)
Stabilizing 24h11 11 Burn rate (mm/min) ISO 3795
12.5mm thick35 30 - Moulding
ARPRO 5160 can be molded using Crack Fill (CF) and Pressure Fill (PF):
Crack fill: preferably applied to Pre-Treated (PT) or Non-Pre-Treated (NPT) ARPRO.
Pressure fill: applied to either Pre-Treated (PT) or Non-Pre-Treated (NPT) ARPRO.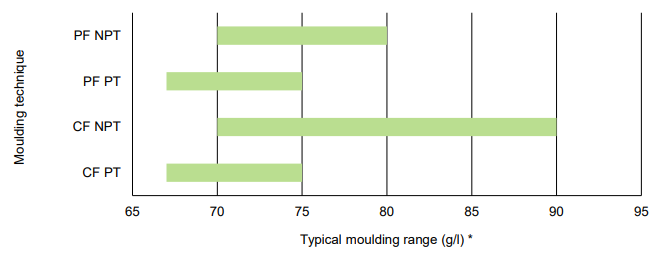
- Pre-treatment
Recommended pre-treatment cycle with pressure tank environment and incoming compressed air both at 23°C:
1 hour up to 1.5 bar, hold for 2 hours at 1.5 bar, decrease and maintain at 0.4 bar throughout production.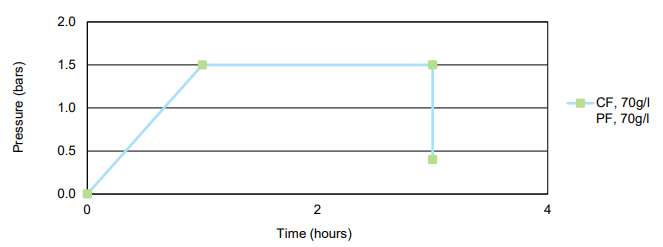
Pre-treatment cycles can be adapted according to molding process, density and part geometry:
If internal cell pressure is too high, this may lead to fusion issues. In this case, decrease time, pressure or temperature to improve fusion.
Increase time, pressure or temperature to reduce molded density and improve aspect.
Operating the pressure tank above ambient temperature, up to a maximum of 50°C, significantly shortens pre-treatment time.- Post-treatment
No post-treatment is required. Stabilization to ambient conditions for 4 hours before dimensional quality testing is recommended. For highly compressed parts, post-treatment is compulsory to obtain a nice surface aspect, for example 3 to 8 hours at a temperature of 80°C.
- Shrinkage
Typical values range from 1.8% to 2.2%. The higher the molded density, typically the lower the shrinkage.
Packaging & Availability
- Packaging Type
- Packaging
Bulk/Bag
Storage & Handling
- Storage
A storage temperature above 15°C is strongly recommended.
Indoor storage strongly recommended.
If stored outdoors, it is strongly recommended to keep the material indoors for 24 hours before molding.