
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Product Type
- Base
- Ethyl 2 - Cyanoacrylate
- Components
- Single part – requires no mixing or heating
- Cure
- Moisture
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Ready-to-Use Product Features
- Product Features
Mxbon® 21406 product does not contain solvent and use in demanding applications where exceptional performance characteristics are required. They include resistance to most types of environmental exposures, moderate heat, aging and many different chemicals, as well as high strength and fatigue resistance. Mxbon® 21406 is a single component system and does not require heat, mixing, clamps and the use of a catalyst. When a thin layer of Mxbon® 21406 applied between two surfaces comes into contact with atmospheric moisture, a rapid polymerization occurs producing the ultimate bond strength. It is attractive not only technically but economically.
Applications & Uses
- Applications
- Cure Method
- General Information
Additional information
This product is not recommended for use in contact with strong oxidizing materials and polar solvents although will withstand a solvent wash without any bond strength deterioration. Users are reminded that all materials, whether innocuous or not, should be handled in accordance with the principles of good industrial hygiene.
Directions for use:
1) Make sure the surfaces to be bonded are clean, dry and grease-free before applying the adhesive.
2) Dispense a drop or drops to one surface only.
3) Bring the components to together quickly and correctly aligned.
4) Apply sufficient pressure to ensure the adhesive spreads into a thin film.
5) Do not disturb or re-align until sufficient strength is achieved, normally in a few seconds.
6) Any surplus adhesive can be removed with solvent, such as nitromethane or acetone.
7) Because Mxbon® 21406 condenses by polymerization, sometimes blooming will occur on the surface of the container or the bonded materials. Should this happen, wipe surface well with acetone or nitromethane.
8) Product should be allowed to develop full strength before subjecting to any service loads (typically 24 to 72 hours after assembly, depending on bond gap, materials and ambient conditions).- Applications
Bonding
Properties
- Physical Form
- Appearance
- Transparent, colorless to yellowish colored liquid
- Physical Properties
- Typical Properties
- Electrical Properties
- Adhesive Properties
| Value | Units | Test Method / Conditions | |
| Coefficient of Thermal Expansion | 90 × 10^- 6 | mm/mm/K | ISO 11359-2 |
| Coefficient of Thermal Conductivity | 0.1 | W/mK | ISO 8302 |
| Glass Transition Temperature | 150.0 | °C | ISO 11359-2 |
| Hardness | 83.0 | Shore D | ISO 868 |
| Value | Units | Test Method / Conditions | |
| Specific Gravity (25°C) | 1.1 | g/cm³ | — |
| Viscosity, Brookfield (25 °C) | 15 - 40 | mPa. s (cP) | ISO 3104/3105 |
| Service Temperature Range | - 54~121 ( - 65~250) | °C (°F) | — |
| Full Cure | 24.0 | hrs | — |
| Value | Units | Test Method / Conditions | |
| Dielectric Constant (10kHz) | 2.5 | — | IEC 60250 |
| Dielectric Breakdown Strength | 25.0 | kV/mm | IEC 60243-1 |
| Surface Resistivity | 5 - 9 × 10^15 | Ω | — |
| Volume Resistivity | 5 - 9 × 10^15 | Ωcm | IEC 60093 |
| Dielectric Dissipation Factor (10kHz) | max. 0.025 | — | IEC 60250 |
| Value | Units | Test Method / Conditions | |
| Lap Shear Strength GBMS (Grit Blasted Mild Steel) (Cured for 72 hrs at 25 °C) | 3803.3 | psi | ISO 4587/ASTM D1002/JIS K6850 |
| Aluminum A5754 (Cured for 72 hrs at 25 °C) | 1146.4 | psi | ISO 4587/ASTM D1002/JIS K6851 |
| ABS (Grit Blasted Mild Steel) (Cured for 72 hrs at 25 °C) | 1281.5 | psi | ISO 4587/ASTM D1002/JIS K6852 |
| PVC (Polyvinyl chloride) (Cured for 72 hrs at 25 °C) | 1411.0 | psi | ISO 4587/ASTM D1002/JIS K6853 |
| PC (Polycarbonate) (Cured for 72 hrs at 25 °C) | 1585.9 | psi | ISO 4587/ASTM D1002/JIS K6854 |
| NBR (Nitrile-Butadiene Rubber) (Cured for 72 hrs at 25 °C) | 92.5 | psi | ISO 4587/ASTM D1002/JIS K6855 |
| Block Tensile Strength (Stainless Steel) (Cured for 72 hrs at 25°C) | 5200.1 | psi | ISO 6922/ASTM D2095/JIS K6849 |
| Side Impact Strength (Stainless Steel) (Cured for 72 hrs at 25°C) | 1.4 - 2.4 | psi | ASTM D950 |
| Side Impact Strength (Aluminum) (Cured for 72 hrs at 25°C) | 1.4 - 2.4 | psi | ASTM D950 |
Technical Details & Test Data
- Typical Curing Performance
The rate of cure can be affected by temperature, humidity, the smoothness of the surface, the closeness of the surface and specific surfaces being bonded. Although full functional strength is developed in a relatively short time, curing continues for at least 24 hours before full chemical/solvent resistance is developed. Cure Speed vs. Substrate The rate of cure will depend on the substrate used. Acidic surfaces such as paper and leather may have longer cure times than most plastics and rubbers. Some plastic with very low surface free energies, such as polyethylene, polypropylene, PTFE and silicone rubber may require the use of a primer. The table below shows the fixture time achieved on different materials at 25°C/50% RH. This is defined as the time to develop shear strength of 0.12 N/mm2 (1.2 kgf/cm2) and the strength keeps at least 10 seconds.
Bonding Identical Substrate Fixture time , secondsMild steel <10 Aluminum A5754 <10 ABS (Acrylonitrile Butadiene Styrene) <5 PVC(Polyvinyl chloride) <5 PC(Polycarbonate) 10 to 15 Oak wood 20 to 30 Pine wood 15 to 20 Beech wood <10 NBR(Nitrile-Butadiene Rubber) 10 to 15 Paper <5 Cure Speed vs. Bond Gap
The rate of cure will depend on the bond line gap. A thinner bond line will give faster polymerization and a strong bond. Large bond gaps will result in a slower cure and lower bond strength. Cartell Activator may be used to increase cure speed.
Cure Speed vs. Activator
Cartell Cyanoacrylate Activators may be used in conjunction with Cartell Cyanoacrylate Adhesive where cure speed needs to be accelerated. Cure speeds of less than 2 seconds can be obtained. The use of an activator may reduce the final bond strength. If bond strength is critical testing on the parts is recommended to measure the effect. When using the activator apply it to one side of the bond and the adhesive to the other.- Chemical/Solvent Resistance
Aged under conditions indicated and tested @25℃
% of initial strength Environment Temp. ℃ 100 hrs 500 hrs 1000 hrs Water 25 94 91 80 Ethanol 25 103 97 96 Isopropanol 25 105 109 100 Water/Glycol 25 100 102 97 Unleaded Gasoline 25 95 92 94 Motor Oil 25 99 98 92 98% Relative Humidity 40 93 91 78 Aged under conditions indicated and tested @25℃
Lap Shear Strength, ISO 4587/ASTM D1002/JIS K6850
PC (Polycarbonate)% of initial strength Air 25 101* 103* 102* 98% Relative Humidity 40 92* 97* 92* - Typical Environmental Resistance
Cured for 1 week @ 25℃
Lap Shear Strength, ISO 4587/ASTM D1002/JIS K6850
GBMS (Grit Blasted Mild Steel)
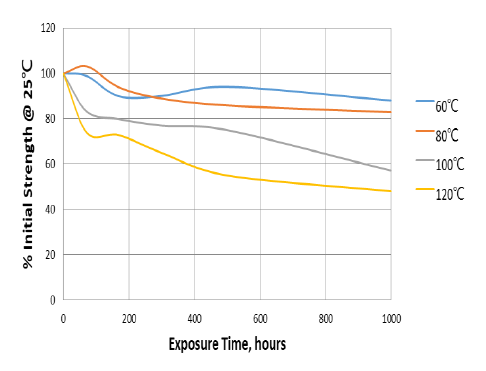
Heat Aging
Aged at temperature indicated and tested @25℃
Safety & Health
- Precautions
1) Use with proper ventilation. Avoid contact with skin and eyes.
2) If contact with skin occurs, rinse with warm water or dissolve gradually with solvent such as acetone or nitromethane. Do not try to remove forcibly.
3) If adhesive gets into eye, keep eye open and rinse thoroughly. Seek medical attention immediately.
4) Keep well out of reach of children.
5) When take out the product form refrigerator, please allow adhesive to reach room temperature before opening bottle to prevent condensation inside the bottle which can reduce shelf life.It will prevent condensation inside the bottle which can reduce shelf life. Containers should be tightly sealed when not in use. Product removed from containers may be contaminated during use. Do not pour back any product to the original container. Misuse of product will void all warrantees.
Storage & Handling
- Shelf Life
- 18 months unopened when stored at 5 - 10 °C
- Storage
Keep in a cool area out of direct sunlight. Refrigeration to 5°C gives optimum storage stability. When stored in a refrigerator, allow the adhesive to gradually warm to room temperature prior to use.