Knowde Enhanced TDS
Identification & Functionality
- Reinforcement Material
- Composite Materials Functions
- Technologies
Features & Benefits
- Materials Features
- Key Features & Benefits
Technical
- Lightweight - lower density than carbon fibers
- Good specific stiffness - comparable to glass
- Good noise and vibration damping properties
- Thermally insulating
- Low abrasion and low tool wear
- Natural esthetics
Environmental
- Renewably sourced
- Low production energy
- CO2 neutral
Health & Safety
- Safe to handle - non-toxic, non-irritating
- Safe failure modes (no sharp edges or splintering)
- Why use powerRibs™?
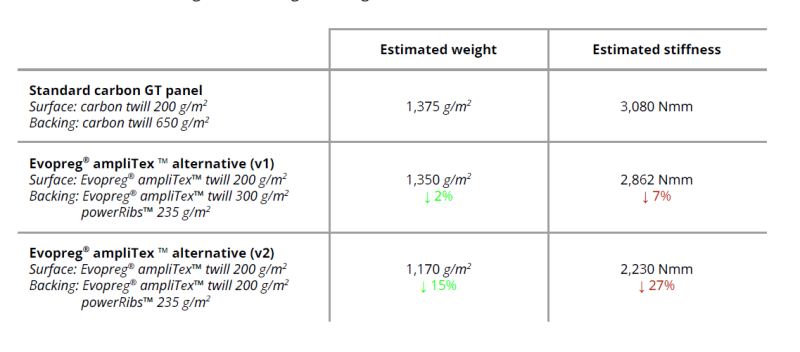
Using the Evopreg® ampliTex™ + powerRibs™ system, it is possible to match the stiffness of traditional carbon-fiber components, for only a minimal difference in weight. If there is the opportunity to optimize component design (e.g. where the current carbon component may be stiffer than is required for a particular application), then the Evopreg® ampliTex™ + powerRibs™ alternative can offer significant weight savings.
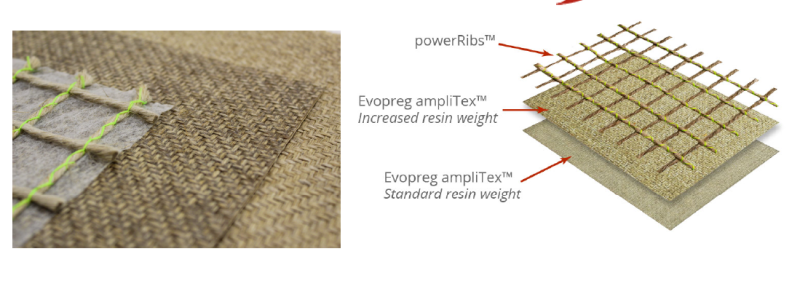
- powerRibs™ are supplied as a dry, open, mesh-like material with yarns of flax fibers stitched onto a lightweight veil in a square lattice structure. The mesh spacing is typically 30 mm and the areal weight is typically 235 g/m2.
- The veil is important, as it maintains the lattice structure alignment when the material is being draped and laminated, and also introduces a surface that enables the material to tack to prepreg layers.
- Product Highlights
Evopreg® ampliTex™ flax prepregs
Composites Evolution supplies a range of flax prepregs using their Evopreg® resin systems and Bcomp’s ampliTex™ flax fabrics. Evopreg® ampliTex™ is available for both component and tooling applications and - because the thermal expansion coefficients of flax and carbon are very closely matched - it can also be combined with traditional carbon fiber-epoxy prepregs to produce a high-performance hybrid offering the benefits of both materials.
Evopreg® ampliTex™ prepregs and powerRibs™
- When producing laminates with powerRibs™ it is necessary to ‘fill’ the powerRibs™ with resin. This process needs to work well because, if there are any dry fibers in the rib structure, its stiffness and strength will be compromised.
- Theoretically, powerRibs™ could be prepregged. However, applying the amount of resin required to adequately wet out the flax yarns would result in a very resin-rich veil, making it very sticky and difficult to handle. A further benefit of using dry powerRibs™ is that they can act as a vacuum distributor, reducing the amount of consumables needed to produce composite parts.
- In order to provide the best combination of cost-efficiency and workability for the laminator, Composites Evolution has tailored its Evopreg® EPC300 ampliTex™ prepreg system to be used with dry flax powerRibs™ - developing the construction of laminates using varying resin weights in the prepreg to suit customer requirements.
- The nominal resin content (percentage resin weight - %RW) for Evopreg® ampliTex™ flax prepregs for normal laminating is 45%RW. An example product is Evopreg® EPC300-F300T-5040-45-1000, which uses Bcomp ampliTex™ 5040 300 g/m2 2x2 twill flax fabric.
- For customers using powerRibs™, we have developed resin-rich prepregs to use in contact with the powerRibs™ and these provide the extra resin required. An example product is Evopreg® EPC300-F300T-5040-60-1000, which again uses Bcomp ampliTex™ 5040 300 g/m2 2x2 twill flax fabric, but with 60%RW. The resin-rich flax prepregs also have improved tack for laminating more challenging shapes.
- Product Overview
Producing a component using powerRibs™
Depending on your mold, it is recommended that the first ply be laminated with 40 mm wide trim strips cut at a 45° angle to improve drape. The trim strips should be laminated on the sharp corners in order to improve the consolidation in these areas. After completion of the trim strips, the first ply can be completed by laminating with flax prepreg at 0/90°. Material should be cut in the corners, over the trim strips. Areas with compound curves can be laminated without additional cutting as the material drapes well in these regions.
Debulking Evopreg® ampliTex™ laminates
- To achieve increased tack on the first ply of the flax laminate, a vacuum debulk should be performed. For the debulk, a perforated release film is used before applying the breather and the vacuum bag. A vacuum at full pressure should be applied for 15 minutes.
- Once the first ply has been debulked the second ply becomes easier to laminate, because the first ply is now attached well to the mold, and will have improved the tack on the uppermost face.
- For thicker flax laminates with multiple plies, it is recommended to perform vacuum debulks with perforated release film every few plies.
Preparation of the powerRibs™
Flax has a natural tendency to absorb moisture, for example up to 7% simply from being stored in an indoor workshop/warehouse. The material’s performance can be affected by moisture absorption, in terms of mechanical properties, surface finish and the cure of the resin system. It is important to store the material in a sealed plastic bag when not in use, and also to dry the material before use.
How to pre-dry flax powerRibs™
If large quantities of flax are being used, the roll of powerRibs™ can be dried (e.g. 80°C for 12 hours/overnight). Alternatively, the material can be cut or kitted and then individual pieces can be dried more quickly (e.g. 80°C for 1 hour) before use. Note that, after drying, it is important to keep the flax in a warm oven or sealed in a plastic bag before use, otherwise moisture will be reabsorbed.
How to laminate powerRibs™
- As previously described, the flax yarn of the powerRibs™ is sewn onto a veil material. Whilst this makes the rib lattice structure retain its spacing, it makes the powerRibs™ slightly less drapeable. To cut the powerRibs™ we recommend producing a template from polythene or bagging film and then marking out the developed shape onto the powerRibs™ material using a marker pen.
- The powerRibs™ can then be cut using a good quality pair of flax or composite shears.
- Take care to cut the marker pen tracers off the flax and the veil, as the inks in these materials can often run and stain the flax fiber during cure.
- The powerRibs™ material can then be laminated into the mold tool. The powerRibs™ should be laminated with the veil nearest to the prepreg.
How to get good consolidation in the powerRibs™
In order to get good wet out and consolidation, the dry powerRibs™ need to be filled with resin from the Evopreg® ampliTex™ prepreg.
The following method of vacuum bag curing ensures good consolidation in the powerRibs™:
- Firstly cover the area laminated with powerRibs™ with 1 ply of high elongation solid release film.
- Cut the release film approximately 10-15 mm in-board of the powerRibs™.
- All other areas of the laminate should be covered with solid release film but cut to form a joint at the edge of the powerRibs™.
- Note - if a self-releasing vacuum bag is used, a separate release film may not be required.
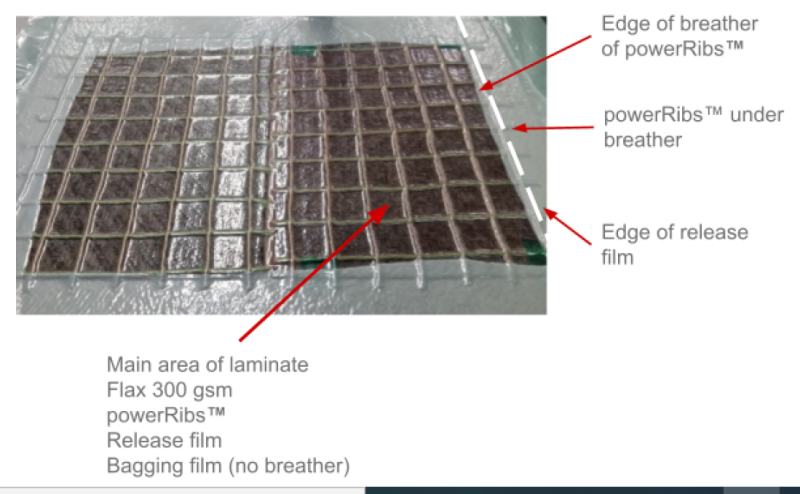
In order to ensure that the powerRibs™ are filled with resin there must be a good vacuum running through the flax yarn. Ideally, there should be a direct connection between the powerRibs™ and the breather cloth. This will ensure that there is a vacuum in the powerRibs™ that will draw resin from the flax prepreg into the powerRibs™. With careful engineering, the connection between the powerRibs™ and the breather can be in an area of the part that getstrimmed off during finishing.
By cutting the release film back on one edge, the powerRibs™ can become connected to the breather as seen below.

When using breather in the vacuum pack it is best to avoid placing it over the powerRibs™. Instead, simply cover the powerRibs™ with solid release film and high elongation bagging film. Breather can still be placed over the remaining prepregged areas, as is common practice.
Photo of laminate with breather cut away from powerRibs™ as described:
Demoulding Evopreg® ampliTex™ powerRibs™ components
Demoulding can be done using all similar methods to those used for glass and carbon
components. Care should be taken to prevent over-flexing the areas with powerRibs™ as this could cause delamination between the stiff powerRibs™ and the flexible laminate that is attached.Trimming flax powerRibs™ components
Flax components can be trimmed with diamond cutters, but these can sometimes cause burning and scorching of the flax on the edges. CNC routing or saw cutting (band saw or reciprocating saws) is often more suitable. Do not use waterjet cutting (see below).
To smooth the edges of the component an 80 grit wet-and-dry (used dry) works well.

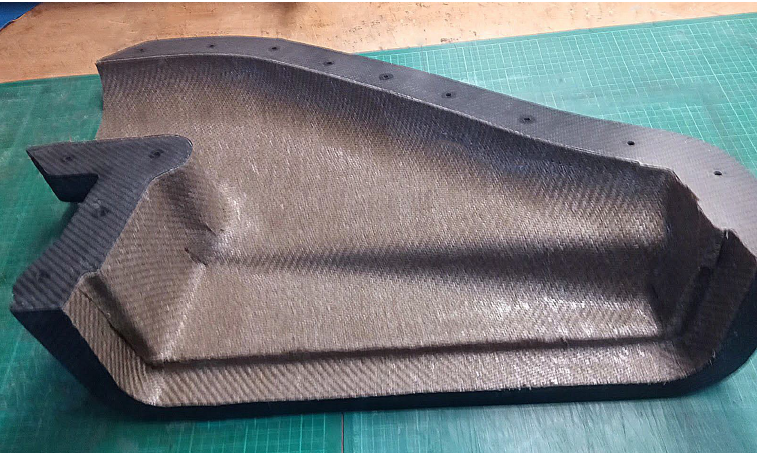
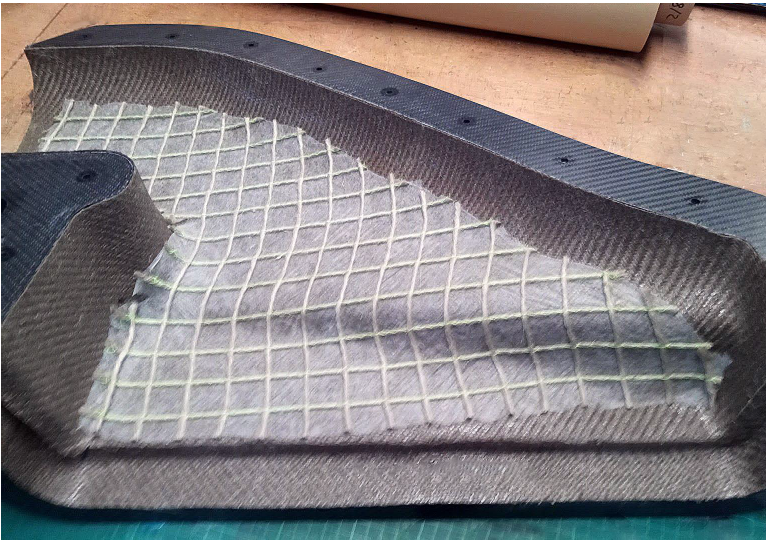
Trimmed component with powerRibs™ stiffening on inside faces
Sealing Evopreg® ampliTex™ powerRibs™ components from moisture
- Flax fibers are absorbent and water can cause issues in final components. It is therefore important to avoid exposing cut edges of components to water. Do not use water for cleaning parts, or with wet-and-dry.
- To prevent moisture from getting into the edges of a component, consider using a resin to seal the edges, or laminate components with carbon fiber prepreg edges. Carbon fiber laminates have approximately the same CTE as flax laminates. Therefore it is possible to combine both Evopreg® carbon and Evopreg® ampliTex™ in the same laminate. Prepregs with differing resin systems may not be compatible so we do not recommend this practice.
- Holes in components can be sealed with resin or by incorporating carbon, or non-porous inserts e.g. metals and plastics.
A-surface painting and protection
We recommend painting or lacquering the A-surface of flax composite parts to help protect them from water ingress and UV fading. Flax composite parts can be coated in the same way as other composite parts. Paint baking temperature should be limited to <150°C.
Applications & Uses
- Applications
- Composites End Use
Technical Details & Test Data
- Autoclave curing
Flax laminates with powerRibs™ are best cured in an autoclave. A typical cure cycle for Evopreg® ampliTex™ EPC300 is as follows:
- Load in autoclave and connect the vacuum.
- Attach a thermocouple to the vacuum bag over the laminate.
- Cure as follows:
- Apply 6 bar autoclave pressure.
- Ramp to 120°C at 2°C per minute. An intermediate dwell at 80°C for 30 minutes can be added for optimum results.
- Dwell at 120°C for 60 minutes.
- Cool to <30°C under full vacuum pressure and under full autoclave pressure if possible.
Cooling at full pressure improves the surface finish under the powerRibs™ and reduces the risk of distortion in the component.