
Knowde Enhanced TDS
Identification & Functionality
- Product Type
- Technologies
Features & Benefits
- Ready-to-Use Product Features
- Product Highlights
CTECH 10-201-1A exhibits a superb combination of peel, tack, static shear and aging properties with industry leading process latitude in application techniques and UV curing. For example a matrix of films between 0.5-3.0 mils thick cured with UV doses of 0.5-1.5 J/cm2 all achieve comparable peel and static shear values.
This adhesive can be applied to substrates by screen printing films and designs; valve and syringe dispensing for dots, beads and gaskets; as well as by transfer/gravure rollers for large scale laminating uses. A variety of UV systems can be used for curing including flat bed “UV ink driers”; microwave and electrode initiated lamps with mercury or doped bulbs.
This product is just one of an extensive line available in the CTECH laboratories with a range of viscosity from inkjet printable to gels and cured properties spanning the limits of tack, peel, adhesion and modulus. Please contact CTECH LLC for your specific needs.
- Features and Benefits
- Solvent-free, 100% solids formulation
- Long shelf life un-cured
- UV curable for instant processing
- Use any application method
- Superb process latitude
- Reusable for low waste
- Long shelf life of cured films
- Immediate assembly of parts
- Films/beads from 0.1 – 20 mils
- Unsurpassed combination of peel and creep resistance
- Sensitive to visible wavelengths for curing through UV blocked / translucent substrates
- Cures to crystal clear, optically transparent PSA that maintains clarity for years
Applications & Uses
- Applications
- Application Area
- Cure Method
- Uses and Applications
- Sign making and other graphic assembly
- Touch pad, membrane pad, other keypads
- Automotive interiors – trim, graphics, light panels
- Lamination of foam, foils, any plastic film, felt, mesh etc
- Form-in-place gaskets and O-rings:
Replace die cut forms.
Replace press-fit, snap-fit tabs on parts for lower cost molded parts.
- Traditional tapes and films replacing solvent and water carried PSAs
- Process and Performance Summary
CTECH™ 10-201-1A at 0.5 - 3.0 mil thickness. Application by screen print, hand brushing, draw down techniques.
Any type of lamp can be used - total dose should be around 1J/cm2.
- Heating of the substrate by the lamp will govern the exposure time / belt speed; bulbs need to be backed away from the substrates so that conveyors can be run slower and the full dose achieved without overheating.
- The most practical lamp system is an unfocused "iron doped mercury bulb" with adjustable height.
- This system allows a huge tolerance in dose and film thickness with the CTECH 10-201-1A for optimum manufacturing latitude
After UV Cure:
- Immediate peel values are very good for instant assembly
- 24 hour peel values rise considerably and remain stable over long periods – many months to years.
- Optimum static shear values [creep resistance] are achieved after 5 days aging at ambient temperature (assembled or as film)
- Instant creep values are similar to emulsion acrylic PSAs - after aging 10-201-1A passes many weeks of testing at ambient and at 50C - the specification is 10 days.
Processing:
- Use as is without dilution
- Stirring is not required
- Be aware of ambient lighting – sunlight through windows and from industrial mercury lighting may cause premature gelling / curing. Standard fluorescent lighting will not affect the product for many hours.
- Uncured product can be reused
- Product can be left on screens, in hoses, in valves for a couple of days if not exposed to light.
- Use plastic, non-magnetic steel components. Avoid brass, copper, iron etc
Screen Printing Details:
Standard screen materials and equipment can be used safely with the 10-201-1A formulation. A mesh of 75 tpi creates a 1-mil film and ranges of 50-120 tpi will deposit about 2-mil and 0.5-mil respectively. These are nominal values and depend on squeegee type, force, angle etc. as well as other printing variables.
Curing:
CTECH 10-201-1A can be cured with almost any UV lamp or bulb regardless of intensity or wavelength. While the product is sensitive to wavelengths between 200-420 nm., the reported intensity and dosage values are measured with radiometers centered at 365 nm. The target exposure dose to begin testing films in the range of 0.5 – 3.0 mils thick is about 1 J/cm2. This may be 1 second under a very high intensity bulb of 1 W/cm2 or it may be 40-50 seconds at 0.02 W/cm2.
The product has such extremely good latitude that it is important to find conditions where it is not cured properly. Undercure is more of a concern than overcure. To establish a curing process a matrix of film, bead thickness or weight of +-100% and a UV dose of +-50% should be created. Testing immediately after cooling establishes protocol for on-line QC once the system is on the manufacturing floor. The adhesive undergoes significant post-cure over 24 hours before stabilizing at much higher values. Undercuring parameters will become obvious, as the post-cure does not occur.
UV Fixture Time:
The material is pressed between two glass microscope slides and exposed to 20 mW/cm2 of UV light until the slides are “fixed” or cannot be moved. 4 seconds.
Properties
- Typical Physical Properties
| Value | Units | Test Method / Conditions | |
| Flash Point | min. 100 | °C | — |
| Non-Volatile Material | 99.0 | % | — |
| Specific Gravity | 1.19 | g/ml | — |
| Viscosity (Nominal) | 2250.0 | Cps | — |
| VOC (During Cure by Weight) | 0.1 | % | — |
| Soluble in | Acetone, MEK, Isopropanol, Toluene, Ethyl Acetate And Similar Solvents. | — | — |
Technical Details & Test Data
- Peel Test
These products are relatively low tack materials after UV. The immediate peel strengths are 1-4 pounds per linear inch [pli], rising to 8-12 pli after 12 hours. Final peel values are the same regardless of dwell after UV exposure.
Peel adhesion is evaluated according to the Pressure Sensitive Tape Council Method Number 1(PSTM 1). Adhesive is applied to Mylar film and cured for 1 J/cm2 of UV light. These strips are then placed on top of 1-inch wide steel laps and rolled with a 4.5-pound weighting. Peel strength is tested 30 seconds and >12 hours after lamination and is reported as the continuous value in pounds to maintain a 90-degree peel.
UV Cure and Timeline Latitude for CTECH 10-201-1A. Fusion Systems 300WPI lamp- “D”(doped) bulb at 4 inches. 3-mil PET to untreated steel.
Age of Uncured Adhesive Age of Cured Film Nominal Thickness – mil UV Dose – J/cm2 30 Second Peel – Pound per Linear Inch – Pli
12+ Hour Peel - Pli 2 years 2 months 0.5 0.5 2-4 8 2 months 2 years 0.5 1 1-2 8 2 years 2 months 0.5 1.5 2 8 2 years 2 months 3 0.5 4 8 8 months 2 days 3 0.8 3 10-12 2 months 2 days 3 1.5 2 10-12 Note: All of these test pieces passed >10 days of creep resistance at ambient and 50°C.
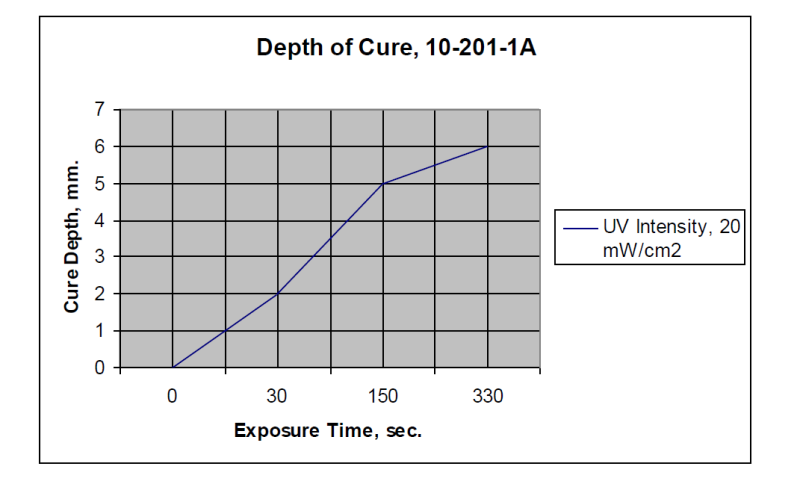
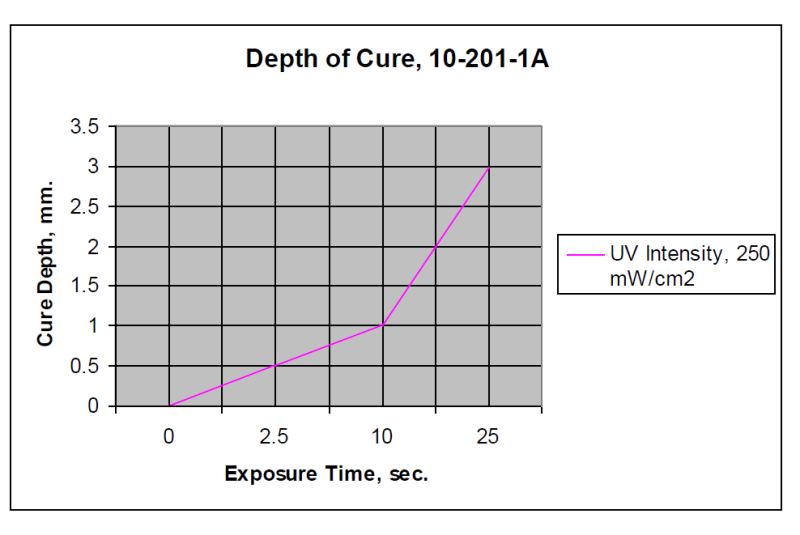
- Depth of Cure
The depth that has solidified after UV exposure. Note the effect of intensity – lower intensity and longer times cure much deeper.
- Performance of Cured Product
Peel Force To Various Substrates. Pstm1 Test., 3-mil Adhesive On Pet Film, Cured At 1.2 J/Cm2 With Fusion System D Bulb. Assembled And Then Tested At 24 Hours. 90° Peel Test [Convert To N/10 Mm By Multiplying By 1.75].
Substrate Peel – Pounds per Linear Inch (Pli) Failure Mode Comment PVC 9 Adhesive – all on Mylar Skips at higher pull speed.
Acrylic 6-8 Mixed adhesive Skips Polycarbonate 11.5 Cohesive Steady Glass 10-11 Adhesive – all on glass Steady ABS 11 Mixed adhesive Steady Copper 11 Mixed adhesive Steady Polypropylene 1-2 Adhesive – all on Mylar Skips - Static Shear or “Creep Resistance” Test.
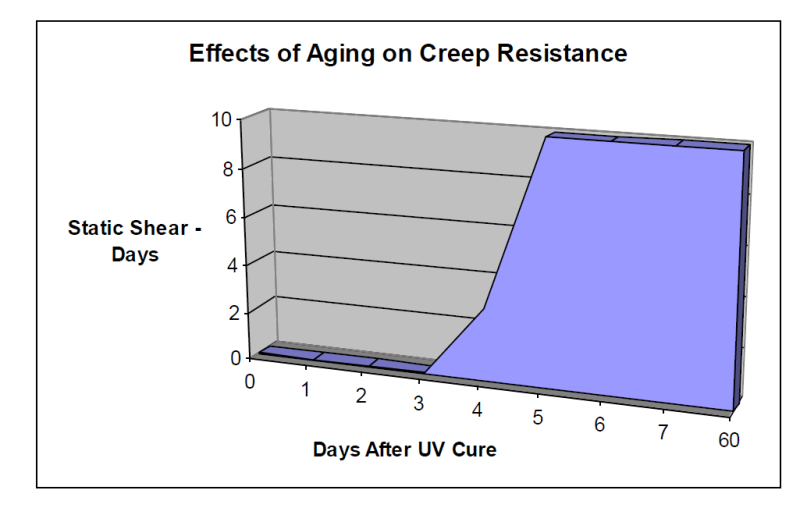
To determine the resistance of the adhesive to “creep”, the same assembly as for the peel test is prepared except that a one-inch overlap of the Mylar to steel is made. A one-kilogram weight is hung from the Mylar film and the number of hours recorded to failure. Greater than 10 days is considered a “passing” value.
CTECH™ 10-201-1A undergo a dramatic improvement in static shear with ambient aging after UV cure. This aging occurs if the adhesive has been used to assemble parts or laminates as well as a film under a release liner.
Static Shear – PET to Steel. 3-mil adhesive, 1.0 J/cm2 doped bulb, 1 sq. in. overlap, 1 kilogram static load.
Aging After UV Time to Failure - Minutes
12 hours 50 minutes 120 hours – 5 days min. 14,400 min (test halted at 10 days)
Storage & Handling
- Shelf Life
- 12 Months