Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Product Type
- Technologies
- Product Families
- Chemical Resistance
Good
Features & Benefits
- Labeling Claims
Applications & Uses
- Markets
- Applications
- Application Method
- Cure Method
- EtO And Gamma Sterilization
All Incure medical products are formulated to subject to standard sterilization methods, such as EtO and Gamma Radiation of 25 to 50 kGrays (cumulative). Enhanced moisture and
thermal resistance of this product show excellent adhesion and bonding strength after one cycle of steam auto-clave test. Depending on bond design and structure of the application,
users should test specific assemblies after subjecting them to sterilization. Consult Incure Support Team for assistance, if your devices are subjected to more than one sterilization cycles.
Properties
- Color
- Flame Rating
- Appearance
- Single Component, Clear Transparent, Fluorescing
- Cured Properties
- Uncured Properties
- Properties
Other viscosities are available upon request. If the
viscosity range requested is not our standard offering,
this product may be produced with a small lab fee.ASTM D2556 ¹Viscosity (cP) taken at 25ºC
- Note
²ISTM - refers to Incure Standard Test Method.
³ASTM 638 Young’s Modulus test speed @5mm/min for rigid and semi-rigid materials, @50mm/min for non-rigid materials, unless otherwise specified.
| Value | Units | Test Method / Conditions | |
| Elongation at Break | 15.0 | % | ASTM 638 |
| Hardness (Durometer) | 75 to 85 | Shore D | ASTM 2240 |
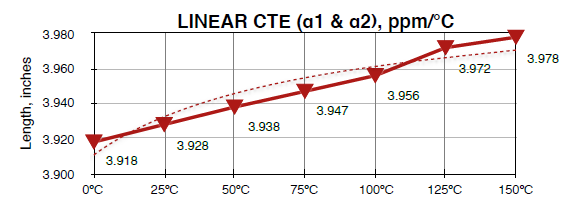
| Linear CTE (α1) | 38.0 | ppm/°C | ²ISTM D696 |
| Linear CTE (α2) | 64.0 | ppm/°C | - |
| Linear Shrinkage / Expansion (-ve) | 0.03 | % | ASTM D2566 |
| Surface After Full Cure | Sleek | - | ²ISTM D189 |
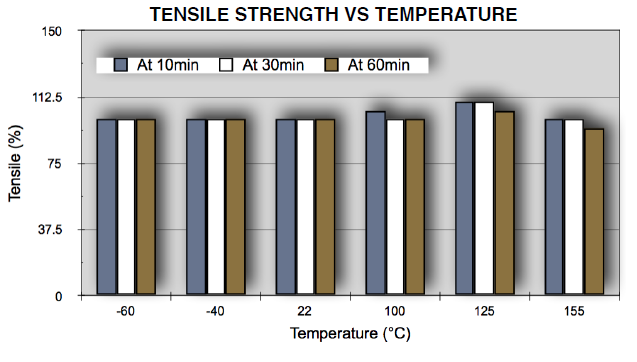
| Tensile (PC-AL) | 5,700* | psi | ASTM 638 |
| Tensile (PC-S) | 5,600* | psi | ASTM 638 |
| Tensile (PC-SS) | 4,400* | psi | ASTM 638 |
| Thermal Range (Brittleness / Degrades) | -55 to 155 | °C | ²ISTM D366 |
| Water Absorption (24hrs) | 0.31 | % | ²ISTM D570 |
| Young's Modulus of Elasticity | 635.0 | MPa | ³ASTM 638 |
| Value | Units | Test Method / Conditions | |
| Density | 1.05 | g/ml | - |
| Flash Point | min. 93 | ºC | - |
| Refractive Index (20°C) | 1.48 | - | - |
| Spindle | 1.0 | - | - |
| Toxicity | Low | - | - |
| Viscosity (20 rpm) | 100 - 200 | cP | - |
Regulatory & Compliance
- Certifications & Compliance
- Quality Standards
Technical Details & Test Data
- Recommended UV Cure Schedule (Full Cure)
Full Cure Exposure Time UVA UVB UVC UVV Fixture Time between glass slides mW/cm2 223 56 4 215 Exposure Time (s) 3 mJ/cm2 669 168 11 645 F200P™ @3.75” Dist 9 mW/cm2 223 56 4 215 Belt Speed (ft/min) 6 mJ/cm2 2007 504 34 1935 F500™ @3.0” Dist 4 mW/cm2 436 127 12 390 Belt Speed (ft/min) 4.3 mJ/cm2 1744 508 46 1560 S20™ Spot (4-Pole LG) 0.4” Dist mW/cm2 3000 530 50 3400 Exposure Time (s) 4 mJ/cm2 12000 2120 200 13600 L9000™ LED Spot @ 0.67” Dist mW/cm2 2800 42 12 102 Exposure Time (s) 9 mJ/cm2 25200 378 108 918 Cure times on 8mm ø adhesive sample. Belt speeds using C9000-F200Px1AB (Flood) and C9000-F500x1AC (Focused Beam) conveyors for area curing. Please consult IncureLab™ for any other requirements.
Incure UV Curing Lamp Model ⁴Curing Distance vs UV Intensity Spot Curing (Diameter) 0.5” (12.6) 1” (25.4) 1.5” (38) 2” (50.8) 2.5” (63.5) 3” (76.2) S20™ ARC (mW/cm2) / (ø mm) 1,400 (3) 1,500 (4) 650 (6) 360 (8) 240 (10) 175 (12) L9000™ LED (mW/cm2) / (ø mm) 7,500 (9) 5,000 (10) 2,300 (17) 1,200 (20) 700 (25) 450 (30) Flood/Focus Beam (Area) UV Intensity (mW/cm2) F200™ ARC Flood (6” x 8”) 325 280 245 215 190 165 F400™ ARC Flood (4” x 4” ) 860 570 440 345 270 215 F500™ ARC Focused (3” x 5” ) 1040 685 530 415 325 260 L1044-365™ LED Flood (4” x 4”) 2675 2380 1900 1625 1430 1280 L1044-405™ LED Flood (4” x 4” ) 2950 2625 2150 1900 1650 1450 ⁴Curing Distance is defined by the tip of light-guide or base of lamp housing to the bond area. All values are nominal with ±10% variation, with LED Flood Static Uniformity at ±78% and Dynamic Uniformity at ±90%. Recommended curing parameters in gray.
UV Curing Schedule For This ProductWavength λ UVA (320 - 400nm) UVB (290−320nm) UVC (290-220nm) VUV (400-700nm) Note: This product has been thoroughly tested to cure with F200P™ UV Flood Lamp.
Intensity wavelengths (shaded) are crucial for curing this product. All measurements
are made with EIT UV PowerPuck II. If you are unable to fully cure this product for
some reasons, pls email us for assistance with your curing information.Minimum Intensity 223 mW/cm2 56 mW/cm2 3.8 mW/cm2 215 mW/cm2 Total Energy Required 2,007 mJ/cm2 504 mJ/cm2 34.2 mJ/cm2 1,935 mJ/cm2 - Technical Details
Continuous Oven Bake Duration 95°C (203°F) 120 mins 110°C (230°F) 60 mins 125°C (257°F) 30 mins
Storage & Handling
- Storage and Shelf Life
Shelf−Life of this unopened product is a minimum of SIX (6) months from date of manufacture. Avoid direct exposure of bottle to visible light at all times. Containers should remained
covered when not in use. Product should be stored in a dark cool place of 10°C to 32°C. Transfer of product into other packages void all warranties. Users should ensure all bonding
surfaces are free of grease, mold release, or any contaminants, as bonding performance will be compromised. All tests for cured bonds should be carried out at ambient temperature. For
safe handling of this product, please read Material Safety Data−sheet (MSDS) prior to use. Organic solvents, such as IPA, may be used to wipe away uncured material from surfaces.