
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Reinforcement Material
- Composite Materials Functions
- Technologies
Features & Benefits
- Highlights
This hot-melt epoxy prepreg is recommended to be cured at 150°C (302°F) for a Tg of > 150°C . This matrix has a good out-life of up to 12 weeks at 18-22°C (64-72°C). ThinPreg™ 135 offers excellent mechanical properties on a wide variety of fibers, and fiber weights.
- Features
• High-strength, high-toughness, high Tg prepreg system
• Autoclave and press curable
. Can be processed with vacuum-only processing
• Cure 4h at 150°C.
• Suitable tack for most hand layup and automated tape placement processes
• Ideal for prepreg with fiber weights from 30gsm to 150gsm
Applications & Uses
- Applications
- Composites End Use
- Composites Processing Methods
- PURPOSE
ThinPregTM 135 is commonly used in autoclave processes and press molding. It can also be used for vacuum bagging processes.
ThinPreg™ 135 achieves very high mechanical properties (ILSS-100MPa, G1C-718J/m2) and achieves remarkable Tg (149°C for a 135°C cure, or 170°C for a 150°C cure), maximum dry Tg 205°C. It is suitable for structural parts in demanding applications such as motorsport and aerospace.
NTPT prepreg products are often used with automated tape laying machines (ATL). Our products are formatted both for ATL and for manual layup.- Instruction for Use
Curing cycles
For a good balance of composite properties, the laminate should be cured at 150°C (302 F) for a minimum of 4 hours. However, there are three possible curing cycles for ThinPreg™ 135: Curing Cycle 1: This is the cycle to use to achieve the datasheet values Curing Cycle 2: This is a lower temperature cure schedule Curing Cycle 3: This is the cure schedule for thicker laminates, those >2mm thick
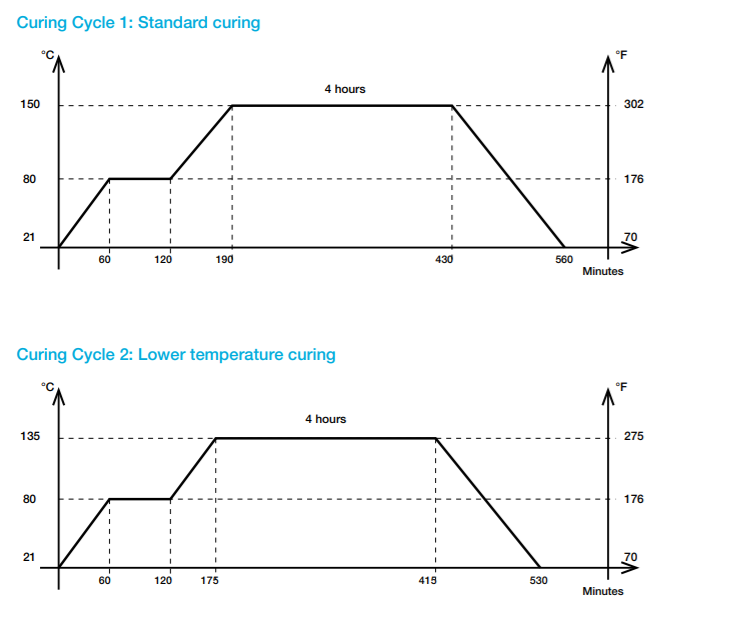
Note: NTPT recommends a 4 hours at 150°C cure cycle to fully cross link the TP135 matrix resin and develop the best properties for the composite, especially if the product is foreseen to be used in a thin laminate application. A lower temperature cure cycle is possible but please note that the resin matrix may not fully cross link and may not develop its full properties using this lower temperature cure. NTPT always advises that users should perform tests and satisfy themselves on the suitability of the product and the intended cure cycle through the manufacture of and mechanical testing of tests panels before commencing the production item. Please contact NTPT Technical Services department for further advice on this point.
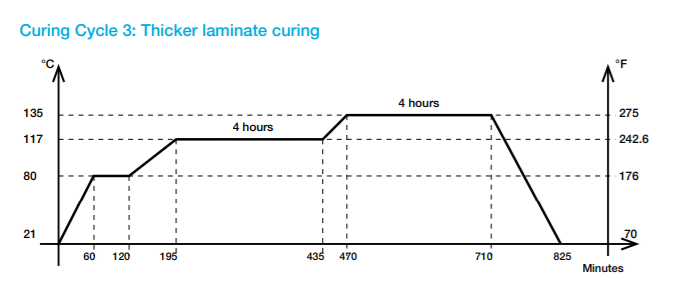
Attention: TP135 is a highly energetic system with a very high level of cure enthalpy within the system, typically
>600J/g. In cases when TP135 is envisaged to be used in conventional or thick laminate format i.e. in every
circumstance other than thin laminate performance, and specifically on laminates >2mm in thickness, extra care
needs to be taken with the curing. We recommend a slow ramp rate, as well as well one or two intermediate
elevated temperature dwells in the cure schedule so that cross linking energy can be managed. We recommend
that precautions are taken so that in the event that an uncontrolled exothermic reaction is created, the curing
laminate energy can be quickly dissipated from the component i.e. should the monitored temperature of the
laminate under curing start to spike and the spike is accelerating in terms of increase in temp per second,
towards 200°C, there should be some user intervention and laminate temperature should be actively managed
lower. Management strategies include removing the heat source used for curing e.g. turn off the press or oven,
passing cooled air over the part, or in extreme situations submerging the part in a large reservoir of cold water
(can be done with the part remaining in the vacuum bag). ThinPregTM 135 users can seek specific advice on
this point by contacting NTPT's Customer Support Team. NTPT advises that in all cases trials and sample parts
should be made to confirm the suitability of process parameters to confirm the intended cure cycle will produce
the parts as planned. NTPT specifically limits its liabilities to zero from damages caused through the use of NTPT
products in the manufacturing processes of our customers.Material preparation
Attention: TP135 is a highly energetic system with a very high level of cure enthalpy within the system, typically
>600J/g. In cases when TP135 is envisaged to be used in conventional or thick laminate format i.e. in every
circumstance other than thin laminate performance, and specifically on laminates >2mm in thickness, extra care
needs to be taken with the curing. We recommend a slow ramp rate, as well as well one or two intermediate
elevated temperature dwells in the cure schedule so that cross linking energy can be managed. We recommend
that precautions are taken so that in the event that an uncontrolled exothermic reaction is created, the curing
laminate energy can be quickly dissipated from the component i.e. should the monitored temperature of the
laminate under curing start to spike and the spike is accelerating in terms of increase in temp per second,
towards 200°C, there should be some user intervention and laminate temperature should be actively managed
lower. Management strategies include removing the heat source used for curing e.g. turn off the press or oven,
passing cooled air over the part, or in extreme situations submerging the part in a large reservoir of cold water
(can be done with the part remaining in the vacuum bag). ThinPregTM 135 users can seek specific advice on
this point by contacting NTPT's Customer Support Team. NTPT advises that in all cases trials and sample parts
should be made to confirm the suitability of process parameters to confirm the intended cure cycle will produce
the parts as planned. NTPT specifically limits its liabilities to zero from damages caused through the use of NTPT
products in the manufacturing processes of our customers.Laying-up
The following procedure is recommended for preparing vacuum cured laminates.
1. Place the lay-up on a tool or caul sheet which has been treated with a release agent or film. Insert a thermocouple into the lay-up near the center ply of the thickest edge section, outside the net trim line. A separate prepreg nylon peel ply is available for covering a mold tool prior to lay-up in order to leave a clean, textured surface for subsequent bonding.
2. Apply a peel ply to the surface of the lay-up. Note that for good secondary bonding of a peel-plied surface of a ThinPreg™ 135 prepreg laminate, a nylon peel ply is strongly recommended. This is particularly important where the cure temperatures are in excess of 90°C (194°F). Cover the peel ply entirely with a perforated release film. Normally, no edge resin bleeder system is used.
3. Install a vacuum bag by standard techniques. Insert at least two vacuum stems through the bag connecting one to the vacuum source and the other, at a point on the part furthest from the source, to a calibrated vacuum gage. Position part in the oven or autoclave and draw vacuum to check for bag or system leaks.
4. Follow the recommended cure cycle as above.
5. Upon completion of cure, turn off heat and cool until part temperature has fallen below 60°C (140°F). When fully cooled, the part may be debagged, trimmed and machined as necessary.
Technical Details & Test Data
- PRODUCT FORMAT
THINPREG™ 135 PRODUCT FORMAT Hand Layup ATL Paper Yes Yes Polythene Film Yes No Width (mm) 300 300 Available FAW (gsm) Custom 50 75 100 150
Safety & Health
- Health and safety
ThinPreg™ 135 contains epoxy resins which can cause allergic reaction. When uncured, ThinPreg™ 135 should be handled with appropriate gloves. When cured, a composite laminate made of ThinPreg™ 135 should be cut, drilled or machined in a room equipped with an exhaust ventilation and filtration system, by operators wearing protective cloth and masks. Refer to Material Safety Data Sheet for further information.
Storage & Handling
- Storage
When stored sealed & out of direct sunlight,
Storage Temperature Value Unit -18°C 0°F 24 Months +18-22°C +64-72°F 12 weeks All prepreg materials should be stored in a freezer when not in use to maximize their useable life, since the low temperature reduces the reaction of resin and catalyst to virtually zero. However, even at -18°C (0°F), the temperature of most freezers, some reaction will still occur. In most cases after some years, the material will become unworkable.
When not in use ThinPreg™ 135 products should be maintained at -18°C (0°F). To avoid contamination on their surfaces, allow rolls to reach room temperature before unwrapping.