Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
- Labeling Claims
- Materials Features
Applications & Uses
- Markets
- Plastics & Elastomers End Uses
Properties
Technical Details & Test Data
- Technical Processing Guide
Recommended Blending Procedures: LNO™ c resin blends readily with conventional virgin PET resins at all ratios. Although LNO™ c resin is designed to blend compatibility with conventional resins. Conveying the blended resin long distances may cause some separation of the resins. While it is not necessary, it is recommended that blending occur just prior to the drying stage of the process. The use of a gravimetric blending system is recommended in order to effectively control the virgin resin/ LNO™ c resin / in-plant scrap blend ratio. An air elutriation step, or cyclone separation, is recommended to remove any fines that may be generated in the blending process. A positive screen separator also works well for this purpose. PET fines are valuable and should be recovered for recycling. As with all PET blending operations, it is advisable to perform metal detection and removal of both ferrous and non-ferrous metals after the blending operation.
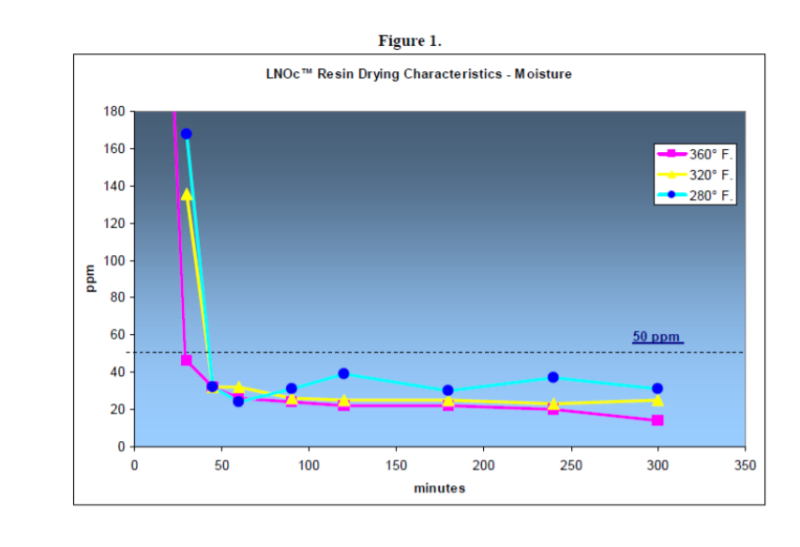
Recommended Drying Procedures: PET is a very hygroscopic material therefore it easily absorbs moisture when exposed to ambient air. Any PET, which is not properly dried, will result in a lower IV product, with a subsequent loss of other important physical properties. At time of processing, the moisture in PET must be less than 50 ppm or 0.005% by weight.
The Physical properties of LNO™ c resin are different from conventional PET resins. Because LNO™ c pellets are porous in nature, they have about 10 times the surface to volume ratio of typical PET pellets and so they dry much more quickly: • Conventional PET resin requires 4-5 hours of desiccant drying at 160°c. • LNO™ c resin requires only 45 minutes of drying at the same temperature.The fast-drying characteristics of LNO™ c resin allow it to be readily blended with any conventional PET resin and dried in a wide variety of PET desiccant drying systems. LNO™ c resin dries so effectively that it can reduce the IV drop in processing when blended with virgin resin and dried at virgin drying conditions. In addition, LNO™ c resin is ideal for processors who employ vacuum-vented extrusion in order to reduce or eliminate pre-drying of the resin. Due to LNO™ c resin’s porous nature and high surface to volume ratio, dryer residence times in excess of 7 hours should be avoided in order to prevent oxidative yellowing of the resin. As with any resin, should the melt process need to be shut down for any extended period of time, dryer temperatures should be scaled back to ~200 F or less. The representative drying behavior of LNO™ c resin is shown below.
LNO™ c resin can be dried in any commercial PET high heat regenerative—desiccant drying system. It is recommended to NOT remove dried material from the drying hopper or expose it to ambient conditions prior to processing. Rapid degradation can occur when hot, dry PET is exposed, even briefly, to ambient air.
Recommended drying parameters:
- Drying time 4-5 hours (when dried as a blend)
- 45-60 minutes (when dried at 100%)
- Drying air temperature 290° – 320° F (140 - 170°C)
- Drying air dewpoint -30° C/F
- Drying air flow rate 1 CFM per pound per hour processed Measured Moisture >50ppm
Processing Parameters: Phoenix LNO™ c resin can be processed very easily over a wide range of conditions. Typical melt processing temperatures range from 520°-580° F. (270° - 305° C.). The main focus of processing should be to minimize process temperatures and maximize material throughput in an effort to maintain the molecular weight of the material, reduce degradation and minimize yellowing.
LNO™ c resin melts more readily than conventional PET resins. This may allow the processor to reduce the barrel temperatures, particularly of the feed zone(s) of the extruder, and obtain lower melt temperatures when the LNO™ c blend rates are greater than ~ 25%. LNO™ c resin is approved for usage up to 100% in food grade applications. When processing at higher blend rates, only minor adjustments have been required to the extrusion process. Due to the lower bulk density of LNO™ c resin, adjustments to the screw speed, and back pressure injection molding applications, may be required in order to achieve maximum performance from the resin. Additionally accommodations should be made when drying to watch all dryer (and surge capacity) to accommodate for less weight per volume.
Summary of processing recommendations:
- Use the lowest possible barrel-temperature profile that will produce a clear product.
- Minimize melt temperature and melt residence time.
- Maintain cooling surface temperatures as cold as possible to minimize crystallinity in the product
- Adjust screw speed, and back pressure as applicable, to accommodate bulk density differences as needed.
- Drying time 4-5 hours (when dried as a blend)
- LNO™ c Resin Drying Characteristics-Moisture