
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Reinforcement Material
- Composite Materials Functions
- Technologies
Features & Benefits
- Labeling Claims
Applications & Uses
- Markets
- Composites Processing Methods
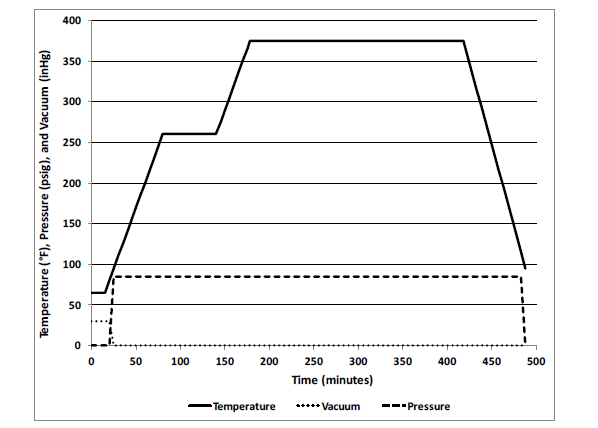
- Recommended cure cycle
- Apply full vacuum
- Apply 85 psi (4.1 kPa), vent vacuum at 30 psi (1.4 kPa)
- Heat to 260°F±10°F (127°C±5.56°C) at 3°F(1.67°C)/min
- Hold 1 hour
- Heat to 375°F±10°F (191°C±5.56°C) at 3°F(1.67°C)/min
- Hold 4 hours
- Cool to 70°F (21°C) at 4°F (2.22°C)/min, vent pressure
- Recommended Post Cure Cycle
Air Circulating Oven
Wrap panels in 7781 style glass
Step 1: Heat to 475°F ± 10°F (246°C ± 5.56°C) at 2-5°F(1.11-2.78°C)/min. Note: A lower
temperature post cure may be more appropriate for your application.
Step 2: Hold 6 hours
Step 3: Cool to 70°F (21°C) at 5°F (2.78°C)/min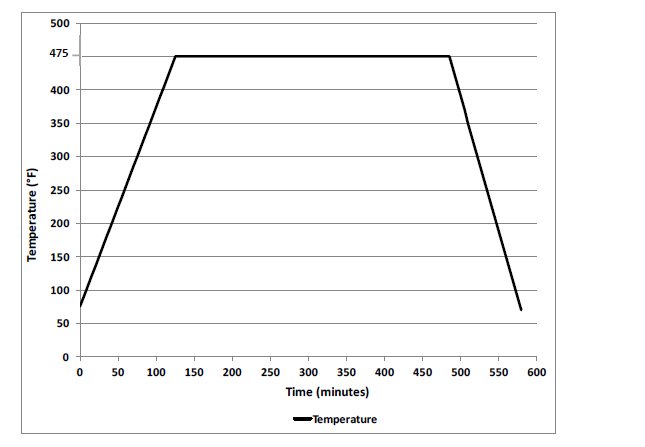
Properties
- Physical Form
- Resin Properties
| Value | Units | Test Method / Conditions | |
| Cured Resin Density | 1.27 | g/cc | — |
| Resin Flex Strength (145 MPa) | 21 | ksi | — |
| Resin Flex Modulus (4.28 GPa) | 0.62 | Msi | — |
| Resin Flex Strain to Failure | 3.6 | % | — |
| Resin CTE (below Tg) | 57 | ppm/°C | — |
Technical Details & Test Data
- Glass Transition (Tg) Development
RM-3002 Typical Glass Transition (Tg) Development
By Increasing the Post Cure TemperatureCure Post Cure Tg taken at G’ inflection
(5-10oC/ min. ramp rate)375 ± 10⁰F (191 ± 5.56°C)/6-hours
(standard cure)475°F (246°C) / 6 hours
(standard post cure)545°F (285°C) Dry/
455°F (235°C) Wet*375⁰F (191°C) /3 hours No Post Cure 450°F (232°C) Dry 375⁰F (191°C) /3 hours 375⁰F (191°C) / 3 hours 478°F (248°C) Dry 375⁰F (191°C) /3 hours 440°F (227°C) / 6 hours 527°F (275°C) Dry 375⁰F (191°C) /3 hours 475°F (246°C) / 6 hours 545°F (285°C) Dry 375⁰F (191°C) /3 hours 510°F (256°C) / 6 hours 642°F (339°C) Dry - Viscosity Profile
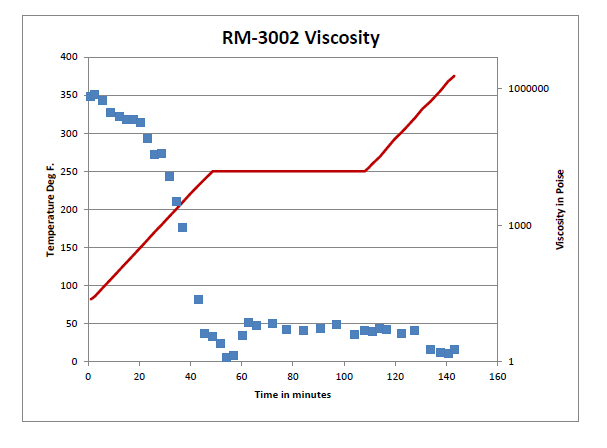
- Bagging Scheme
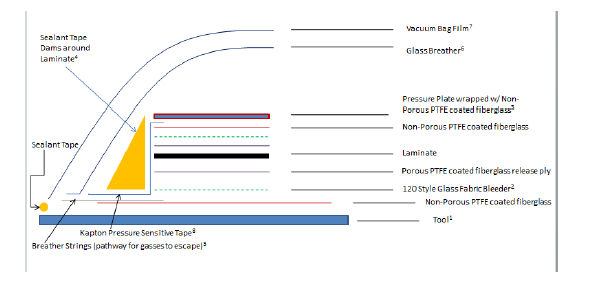 Equivalent Materials can be used.
Equivalent Materials can be used.- Any steel material capable of withstanding cure conditions; 1/8 inch (0.32cm) minimum thickness.
- The amount of bleeder plies to use depends upon the target resin content. Bleeders can be placed on both sides of the laminate or just on the top.
- Any steel material capable of withstanding cure conditions; 1/8 inch (0.32cm) minimum thickness, cut to the same dimensions as prepreg stack-up (do not over-hang edges of lamina).
- Use any sealant tape capable of withstanding cure conditions making sure to cover with a suitable release film so that there is no transfer to the breather.
- Optional breather strings can be placed in the corners of the laminate going under the dams and making contact with the breather material.
- Use any glass breather that will withstand the cure conditions and use enough material to allow a breath path from vacuum ports, monitors, and parts.
- Use any vacuum bagging film that will withstand the cure conditions.
- Tape down all the bleeders, porous and non-porous PTFE coated fiberglass release film, and all the way around the edge of the part so that no resin is able to flow out except through the breather strings.
Storage & Handling
- Shelf Life and Out-Time Information
RM-3002 Shelf Life and Out-Time Information Shelf Life Warranty 12 months from date of shipment Assumes storage at or
below 0°F (-18°C)Out-Time 28* days (with polyfilm liner kept in place) RT Re-certification Per customer specification testing
requirementsUp to 12-month extension Moisture Pick-up To prevent moisture pickup, prepreg should remain sealed until it reaches ambient
temperatures. Carefully reseal prior to returning prepreg to the freezer.