
Knowde Enhanced TDS
Identification & Functionality
- Composite Materials Functions
- Technologies
Features & Benefits
- Materials Features
- Features
- This prepreg is intended for use as a Light-Weight, Flame-Resistant Barrier Layer for Composite Aircraft Structures.
- It is applied to a pre-cured polyimide composite part, in a secondary co-cure with RM-1005 Polyimide Adhesive Film.
- The resulting Hybrid Composite Structure is then oven post-cured (in air).
Applications & Uses
- Markets
- Composites Processing Methods
Properties
- Physical Form
- Thermal Properties
| Value | Units | Test Method / Conditions | |
| Thermal Conductivity | 0.2 | W/mK | Calculated from Thermal Diffusivity, Heat Capacity and Density |
| Thermal Diffusivity | 0.0016 | cm2/s | ASTM E1461 Linseis LFA 1000 Laser Flash Apparatus using 1” discs |
| HeatCapacity at 70°F | 0.82 | J/g/°C | DSC |
| Coefficient of Thermal Expansion (x,y) | 7 | ppm/°C | TMA |
| Coefficient of Thermal Expansion (z) | 36 | ppm/°C | TMA |
Technical Details & Test Data
- Product Forms
- Woven Glass Fabric Prepreg, ~ 30-mil or ~60-mil thick options
- Style 4581 Quartz Fabric, ~ 9-mil thick
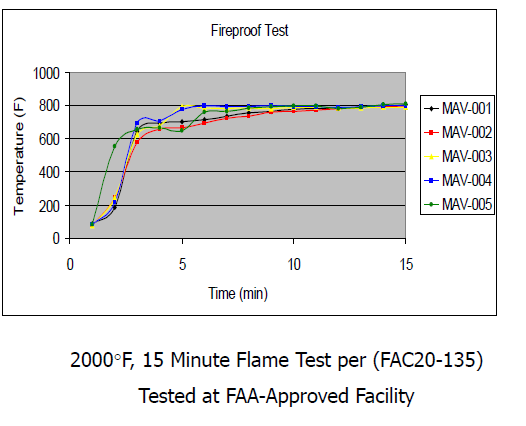
- Testing shows 1200oF delta from the Hot-side (poly-ceramic/glass) to the Back-side (polyimide), during FAA Flame Testing.
- Good tack, drape and out-time at ambient conditions.
- No Tg is observedusing DMA/TMA, tested up to 800°F.
- Polyceramic Fire Testing
- Instructions
- Assure pre-cured polyimide part surface is clean and ready for bonding.
- Apply one ply RM-1005 Polyimide Adhesive Film
- Apply RM-6001 prepreg
- Choose bagging materials suitable for 400°F cure temperature.
- Construct a vacuum bag for a No / Low bleed process.
- Use a non-porous breather material cut oversized or to size and laid across the panel,
- Seal with tacky-tape and damsand test for leaks.
- Cure Cycle and Post cure
Autoclave Cure Cycle: - Note: RM-6001 prepreg loses some volatile content at approximately 180°F, and begins to cure at approximately 250°F
- Apply 10-15” vacuum
- Heat 5°F/min to 235 ±10°F, and hold for 30-minutes
- Apply 100-psi
- Heat 5°F/min to 400±10°F, and hold for 2-hours
- Cool 10F/min
Oven Post Cure:- The hybrid structure is then oven post-cured (in air), using a slow heat-ramp rate from Room Temperature to 650°F (with RM-1100 parts) and hold at temperature for 6-8 hours.