
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Technologies
- Product Families
Features & Benefits
- Materials Features
- Features
Available in a variety of colors – including translucent and fluorescent – Ultimaker PETG is perfectly suited for a range of applications, thanks to properties such as good printability, toughness, resistance to alcohols and weak acids or bases, and temperature resistance up to 76 °C. Ultimaker PETG can be used with Ultimaker support materials (PVA and Breakaway).
Applications & Uses
- Applications
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
- Applications
Visual prototyping, functional prototyping, short-run manufacturing, custom components, fit testing, tooling, custom connectors or packages for liquids.
Non-suitable for In vivo applications. Applications where the printed part is exposed to temperatures higher than 76 °C.
Properties
- Physical Form
- Typical Properties
- Thermal Properties
| Value | Units | Test Method / Conditions | |
| Diameter | 2.85 ± 0.05 | mm | — |
| Max Roundness Deviation | 0.05 | mm | — |
| Net Filament Weight | 750 | g | — |
| Filament Length | ~ 93 | m | — |
| Specific Gravity | 1.27 | g / cm³ | ISO 1183 |
| Value | Units | Test Method / Conditions | |
| Melt Mass-Flow Rate (190°C, 2.16 kg) | 6.4 | g/10 min | ISO 1133 |
| Heat Deflection (0.455 Mpa) | 76.2 ± 0.8 | °C | ISO 75-2/B |
| Vicat Softening Temperature | 82.9 ± 0.4 | °C | ISO 306/A120 |
| Glass Transition (Dsc, 10°C / min) | 77.4 | °C | ISO 11357 |
Technical Details & Test Data
- Color information
Color Color code PETG Black RAL 9017 PETG White RAL 9003 PETG Silver RAL 9006 PETG Gray RAL 7012 PETG Blue RAL 5005 PETG Blue Translucent Pantone 286 C PETG Red RAL 3020 PETG Red Translucent Pantone 7622 C PETG Green RAL 6024 PETG Green Translucent Pantone 3425 C PETG Yellow RAL 1016 PETG Yellow Fluorescent Pantone 3570 C PETG Orange Pantone 1655 C - Mechanical properties
Print orientation
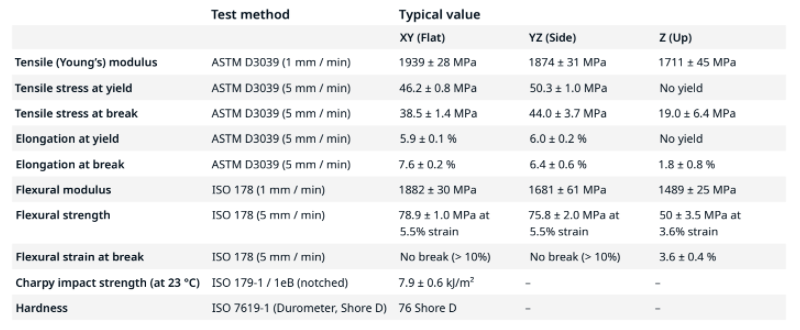
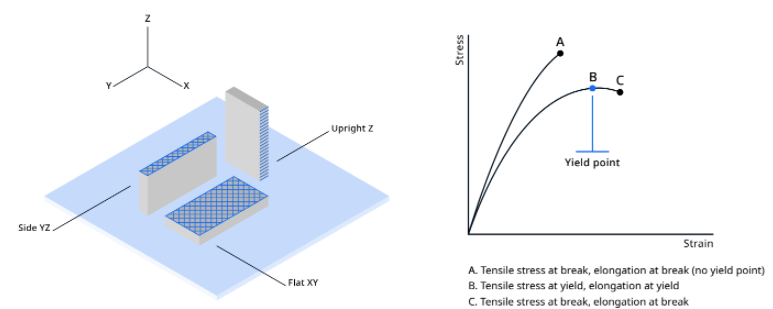
As the FFF process produces parts in a layered structure, mechanical properties of the part vary depending on orientation of the part. In-plane there are differences between walls (following the contours of the part) and infill (layer of 45° lines). These differences can be seen in the data for XY (printed flat on the build plate – mostly infill) and YZ (printed on its side – mostly walls). Additionally, the upright samples (Z direction) give information on the strength of the interlayer adhesion of the material. Typically the interlayer strength (Z) has the lowest strength in FFF.
Note: All samples are printed with 100% infill – blue lines in the illustration indicate typical directionality of infill and walls in a printed part.Tensile propertiesPrinted parts can yield before they break, where the material is deforming (necking) before it breaks completely. When this is the case, both the yield and break points will be reported. Typical materials that yield before breaking are materials with high toughness like Tough PLA, Nylon and CPE+. If the material simply breaks without yielding, only the break point will be reported. This is the case for brittle materials like PLA and PC Transparent, as well as elastomers (like TPU).
Notes
3D printed samples were printed using a new spool of material loaded in an Ultimaker S5 Pro Bundle using engineering intent profiles, 0.15 mm layer height, 100% infill, and a print core AA 0.4, prepared using Ultimaker Cura 4.9. Samples were printed one part at a time. Printed samples were conditioned at room temperature for at least 24 hours before measuring.
Specimen dimensions (L x W x H):- Tensile test: 215 x 20 x 4 mm
- Flexural/Vicat/HDT: 80 x 10 x 4 mm
- Charpy: 80 x 10 x 4 mm with printed Notch (Type 1eB)