
Knowde Enhanced TDS
Identification & Functionality
- Additives Included
- Chemical Family
- Fillers Included
- Polymer Name
- Reinforcement Form
- Reinforcement Material
- Composite Materials Functions
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
Applications & Uses
- Markets
- Plastics & Elastomers End Uses
- Composites Processing Methods
- Plastics & Elastomers Processing Methods
- Charge Air Cooler Caps Application Data
Details
Hot Side in Stanyl® PA46 or Stanyl Diablo or Xytron™ PPS. Cold Side in Akulon® PA66 or PA6 or EcoPaXX PA410.Benefits
- Stanyl® PA46 allows for light weight solutions (40-50% lighter) and more cost effective solutions than metal
- Stanyl® PA46 allows for reliable solutions due to its better creep/fatigue resistance than PPS and PPA and in case of Stanyl® Diablo due to its excellent long term temperature resistance up to 230°C
- Akulon® and EcoPaXX® allow for light weight solutions (40-50% lighter) and more cost effective solutions than metal at the cold side.
- Xytron™ PPS allows for super high temperatrue resistance for long term.
- Integrated Air Inlet Manifolds (up to 180°C) Application Data
Details
Envalior is inventor of Diablo heat stabilizer technology and has a strong patent position. Akulon® Diablo positioned to be positioned upto 220?C.Benefits
- Akulon® Diablo and Akulon® allow for 40% lighter and 20% lower system costs in comparison with metal
- Akulon® Diablo and Akulon® allow for reliable solutions due to their long term heat resistance up to 200°C resp 180°C and due to their great welding strength
- Resonators and Bypass Valves Application Data
Details
Envalior is inventor of Diablo heat stabilizer technology and has a strong patent position.Benefits
- Stanyl® Diablo and Akulon® Diablo allows for 40% lighter and 20% lower system costs in comparison with metal
- Stanyl® Diablo allows for reliable solutions due to its long term heat resistance up to 230°C (in absolute strength values better than PPS) and due to its great welding strength (even better than PA6)
- Akulon® Diablo positioned to be positioned upto 220 ?C
- Potential Applications
Envalior's polyamide-based UD tapes with endless carbon or glass fiber reinforcements are viable, lightweight alternatives to metals in several applications. UD tapes, tape-based 2D fabrics and crossplies are used in structural and semi-structural applications, as well as in the selective reinforcement of injection molded parts.

A demonstration vehicle door panel made by JLR from carbon fiber-reinforced PA410, as well as fabric sheets woven from the same UD tape (EU-sponsored ENLIGHT project). The UD tape products were thermo-formed and glued to make the panel, which is 60% lighter than state- of-the-art, steel-based designs, while still fulfilling safety requirements. The full composite door consists of structural panels and a tape-wound side impact beam over an extruded, permanent mandrel.

Maxion Wheels and Envalior successfully manufactured and tested (Rim Rolling Fatigue) thin-walled hybrid, steelcomposite automotive wheel-rim reinforced with UD tape (tape-winding) made from glass fiber-reinforced PA410. The hybrid wheel-rim is 2Kg lighter and 30% more fatigue-resistant than state-ofthe- art, steel design, whilst inert to road salts and battery acids.

A vehicle central-floor module from carbon fiber-reinforced PA410 made by FCA (EU-sponsored ENLIGHT project). The UD tapes based ply-books were thermoformed to the final shape. The composite part is 18% lighter than state-of-the-art, steel-based designs, while still fulfilling safety requirements. The composite strength and dimensional stability are not affected by the E-coating process, a requirement of BIW parts.
Properties
- Mechanical Properties
- Thermal Properties
- Other Properties
- Rheological Properties
- Grade Coding for Injection Molding
Akulon® (PA66 + PA6) reinforced and non flame retardant injection molding grades.
| Value | Units | Test Method / Conditions | |
| Tensile Modulus | 16500 / 10000 | MPa | ISO 527-1/-2 |
| Tensile Modulus (-40°C) | 17000 / - | MPa | ISO 527-1/-2 |
| Tensile Modulus (40°C) | 15000 / - | MPa | ISO 527-1/-2 |
| Tensile Modulus (100°C) | 7100 / - | MPa | ISO 527-1/-2 |
| Tensile Modulus (120°C) | 6700 / - | MPa | ISO 527-1/-2 |
| Tensile Modulus (150°C) | 5600 / * | MPa | ISO 527-1/-2 |
| Tensile Modulus (180°C) | 4650 / * | MPa | ISO 527-1/-2 |
| Tensile Modulus (200°C) | 4100 / * | MPa | ISO 527-1/-2 |
| Stress at Break | 235 / 145 | MPa | ISO 527-1/-2 |
| Stress at Break (-40°C) | 300 / - | MPa | ISO 527-1/-2 |
| Stress at Break (100°C) | 120 / - | MPa | ISO 527-1/-2 |
| Stress at Break (120°C) | 105 / - | MPa | ISO 527-1/-2 |
| Stress at Break (150°C) | 90 / * | MPa | ISO 527-1/-2 |
| Stress at Break (160°C) | 85 / * | MPa | ISO 527-1/-2 |
| Stress at Break (180°C) | 70 / * | MPa | ISO 527-1/-2 |
| Stress at Break (200°C) | 60 / * | MPa | ISO 527-1/-2 |
| Strain at Break | 2.8 / 4.6 | % | ISO 527-1/-2 |
| Strain at Break (at -40°C) | 2.6 / - | % | ISO 527-1/-2 |
| Strain at Break (at 120°C) | 6.7 / - | % | ISO 527-1/-2 |
| Strain at Break (at 150°C) | 6.9 / * | % | ISO 527-1/-2 |
| Strain at Break (at 160°C) | 7 / * | % | ISO 527-1/-2 |
| Strain at Break (at 180°C) | 7.1 / * | % | ISO 527-1/-2 |
| Strain at Break (at 200°C) | 7.2 / * | % | ISO 527-1/-2 |
| Flexural Modulus | 16000 / - | MPa | ISO 178 |
| Flexural Modulus (at 120°C) | 7300 / * | MPa | ISO 178 |
| Flexural Modulus (at 160°C) | 6500 / * | MPa | ISO 178 |
| Flexural Modulus (at 180°C) | 5800 / * | MPa | ISO 178 |
| Flexural Modulus (at 200°C) | 5250 / * | MPa | ISO 178 |
| Flexural Modulus (at 210°C) | 4900 / * | MPa | ISO 178 |
| Flexural Strength | 360 / - | MPa | ISO 178 |
| Flexural Strength (at 120°C) | 150 / * | MPa | ISO 178 |
| Flexural Strength (at 160°C) | 120 / * | MPa | ISO 178 |
| Flexural Strength (at 180°C) | 108 / * | MPa | ISO 178 |
| Flexural Strength (at 200°C) | 87 / * | MPa | ISO 178 |
| Flexural Strength (at 210°C) | 80 / * | MPa | ISO 178 |
| Charpy Impact Strength (at +23°C) | 95 / 100 | kJ/m² | ISO 179/1eU |
| Charpy Impact Strength (at -30°C) | 80 / 90 | kJ/m² | ISO 179/1eU |
| Charpy Notched Impact Strength (at +23°C) | 15.5 / 25 | kJ/m² | ISO 179/1eA |
| Charpy Notched Impact Strength (at -30°C) | 14 / 16 | kJ/m² | ISO 179/1eA |
| Weldline Strength (at thickness 4 / * mm) | 90 / 80 | MPa | ISO 527-1/-2 |
| Weldline Strain (at thickness 4 / * mm) | 0.9 / 1.5 | % | ISO 527-1/-2 |
| Value | Units | Test Method / Conditions | |
| Melting Temperature (10°C/min) | 260 / * | °C | ISO 11357-1/-3 |
| Temperature of Deflection Under Load (1.80 MPa) | 245 / * | °C | ISO 75-1/-2 |
| Temperature of Deflection Under Load (0.45 MPa) | 255 / * | °C | ISO 75-1/-2 |
| Value | Units | Test Method / Conditions | |
| Water Absorption | 4.8 / * | % | Sim. to ISO 62 |
| Water Absorption in Water (at 23°C after 24h) | 1.8 / * | % | ISO 62 |
| Humidity Absorption | 1.7 / * | % | Sim. to ISO 62 |
| Density | 1580 / - | kg/m³ | ISO 1183 |
| Value | Units | Test Method / Conditions | |
| Molding Shrinkage (parallel) | 0.3 / * | % | ISO 294-4 |
| Molding Shrinkage (normal) | 1 / * | % | ISO 294-4 |
Regulatory & Compliance
- Certifications & Compliance
- OEM Specifications
Technical Details & Test Data
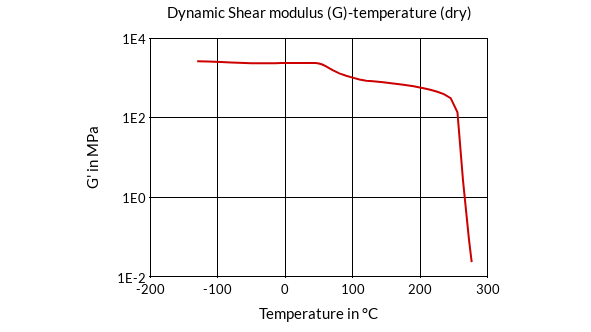
- Dynamic Shear Modulus (G)-Temperature (dry)
- Envalior's Automotive Weight Loss Factory
Extreme light weighting of automobiles is the most efficient technology for reducing emissions and enhancing mileage. The Envalior Weight Loss Factory utilizes unidirectional, continuous fiber-reinforced, thermoplastic tapes as the fundamental building block of such light weight composite materials.
Our strategy extends well beyond just manufacturing the composite tapes. We also develop and specify processes such as Automatic Tape Placement (ATP), tape winding and tape-insert over-molding. and the necessary computer aided engineering (CAE) for part design and manufacturing process specifications. Envalior is active in the industry in specifying and standardizing composite material testing and quality specifications.UD tape processes
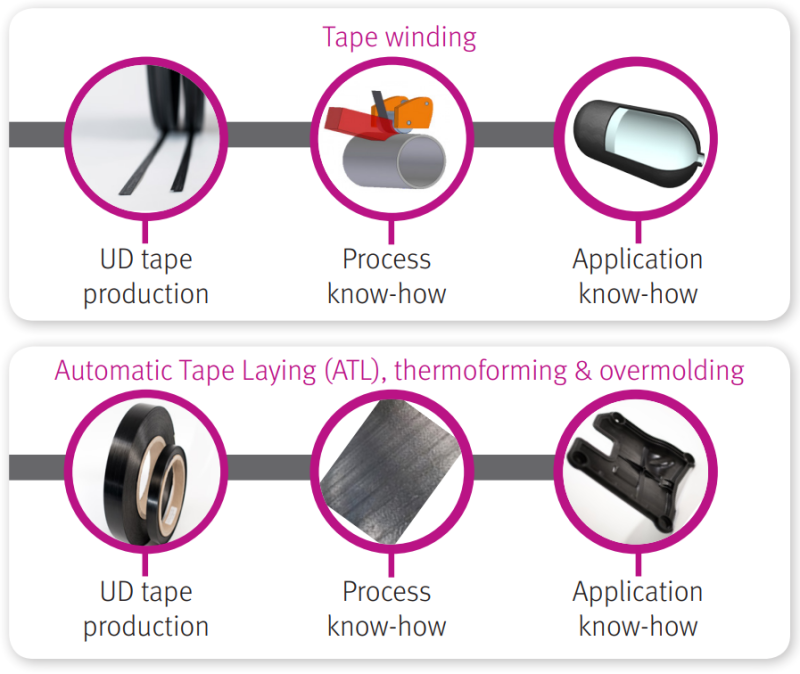
UD tape manfucaturing process
- Tape winding of parts with rotational symmetry (cylinders, tubes, box-beams etc.).
- Automatic Tape Laying (ATL) (panels, sheets, etc.)
- ATL panels are thermoformed to net shape
- ATL panels are over-molded with structural features (ribs, etc.).
- Hybrid metal-composite construction (composite patches glued to metal).
Technology and support
Design and CAE
- FEM analyzes (static & high-strain)
- Thermoforming and over-molding simulation
- UD tape winding and simulation
- Mold flow analyzes (injection-molding)
In-house macro & micro structural analysis of UD tapes
- Material-modeling and micro-mechanics
- Micro CT scans (void content, fiber-filament orientation, fiber-matrix adhesion, etc.)
- SEM micrography
- Tensile, flexural and impact testing.
Bonding
- Composite to plastic
- Composite to metal (with and without adhesives).
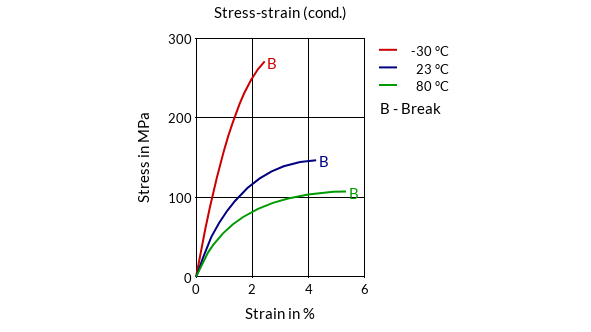
- Stress-Strain (cond.)
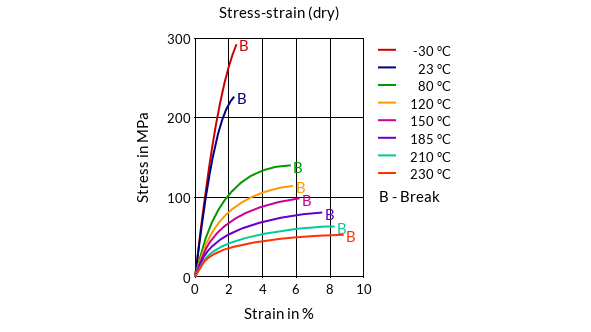
- Stress-Strain (dry)
- Machinery for Injection Molding
Akulon® grades can be processed on general injection molding machines.
Screw Geometry
Typically 3-zone screw designs with volumetric compression ratios of approximately 2.5 work fine.
Steel Type
Abrasive resistant tool steels which are normally used for glass and/or mineral reinforced materials are also to be used for Akulon® polymers in tools, nozzles and screws.
Nozzle Temperature Control
The use of an open nozzle with good temperature control and an independently-controlled thermocouple nearby the tip and heater bands with sufficient output is recommended.
Hot Runner Layout
Try to achieve a close contact with your hot runner supplier and Envalior as the material supplier, to be sure that the right hot runner system is chosen.
When processing Akulon® with hot runners, keep in mind these basic rules:- Central bushing heated separately
- Only use external heated system
- Manifold heated from both sides
- Tip with thermocouple in front (near gate)
- Very accurate temperature control in the gate area
- Temperature Settings for Injection Molding
Mold Temperature
Akulon® can be used with a wide range of tool temperatures (50 - 80°C / 122 - 176°F). However, we recommend a low mold temperature for parts with thick walls and a high mold temperature for good dimensional stability, flow properties and surface esthetics.
Furthermore, for impact modified grades (P in the grade coding) a low mold temperature can prevent mold sticking, resulting in a better surface appearance.
Barrel Temperature
Optimal settings are governed by barrel size, residence time and melt viscosity. Be aware that melt viscosity is related to the barrel temperature settings.
Due to the high melting point of Akulon® this temperature should be set high enough to provide a homogeneous melt without getting too near to the degradation temperature of 300°C / 572°F. A flat or rising temperature profile is recommended.
Mold/Tool Measured Melt Nozzle Front Center Rear 50 - 80°C
122 - 176°F280-305°C
536-581°F280-290°C
536-554°F275-290°C
527-554°F275-295°C
527-563°F275-295°C
527-563°FMelt Temperature
To generate a good and homogeneous melt, the melt temperature should always be above 280°C / 536°F.. Optimal mechanical properties will be achieved at melt temperatures between 280-305°C / 536-581°F.
We advise to frequently measure the melt temperature by pouring the melt in a Teflon cup and inserting a thermo probe into the melt.
Hot Runner Temperature
A hot runner temperature set to the same level as the nozzle temperature should work fine and not lead to excessive overheat of the Akulon® grade. When starting up, an increased tip temperature may be necessary to overcome a frozen nozzle.- General Processing Settings for Injection Molding
Screw Rotation Speed
To realize a good and homogeneous melt, it is advised to set a screw rotation speed resulting in a plasticizing time that is just within the cooling time.
The rotational speed of the screw should not exceed 6500 / D RPM (where D is the screw diameter in mm).
Back Pressure
Back pressure should be between 30-100 bars effective. Keep it low in order to prevent nozzle-drooling, excessive shear heating and long plasticizing times.
Decompression
In order to prevent nozzle drool after plasticizing and retracting the nozzle from the mold, a short decompressionstroke can be used. However, to prevent oxidation of the melt, which may result in surface defects on the parts, it is recommended to keep this as short as possible.
Injection Speed
Moderate to high injection speeds are required in order to prevent premature crystallization in the mold during injection phase and to obtain a better surface finish. Adequate mold venting is required to avoid burning at the end of the flow path (due to diesel effect).
Injection Pressure
The real injection pressure is the result of the flowability of the material (crystallization rate, flow length, wall thickness, filling speed). The set injection pressure should be high enough to maintain the set injection speed (use set injection pressure higher than the peak pressure if possible). Tooling air vents must be effective to allow optimum filling pressure and prevent burn marks.
Holding Time
Effective holding time is determined by part thickness and gate size. Holding time should be maintained until a constant product weight is achieved.
Holding Pressure
The most adequate holding pressure is the level whereby no sinkmarks or flash are visible. A too high holding pressure can lead to stresses in the part.
Cooling Time
Actual cooling time will depend on part geometry and dimensional quality requirements as well as the tool design (gate size).- Melt Residence Time For Injection Molding
The optimal Melt Residence Time (MRT) for Akulon® Diablo HT-HGo is ≤ 4 minutes with preferably at least 50% of the maximal shot volume used. The MRT should not exceed 6 minutes.
A formula to estimate the MRT is described below:
𝑀𝑅𝑇 = (∏D³ρ/m) * (t/60)
Whereas:
MRT = Melt Residence Time [minutes]
D = Screw Diameter [cm]
p = Melt Density [g/cm³]
m = Shot Weight [g]
t = Cycle Time [s]
Please note: In the calculation above, the hotrunner volume has not been taken into account. When a hotrunner is part of the setup, please add the hotrunner volume to the calculation.- Startup/Shutdown/Cleaning for Injection Molding
Production has to be started and stopped with a clean machine. Cleaning can be done with Akulon® Diablo HTHGo, applicable cleaning agents or HDPE. Hot runners can also be cleaned and put out of production cleaning them with Akulon® Diablo HT-HGo.
- Production Breaks for Injection Molding
During production breaks longer than a few minutes, we advise emptying the barrel. The temperature of the barrel and the hot runner [if applicable) should be reduced to a level far enough below the melting point of the compound in order to stop decomposition of the compound.
When the hot runner, nozzle, or even the screw is blocked, be aware that under these conditions a sudden outburst of molten material can take place. Always wear personal safety protections for hand/eye/body.
Safety & Health
- Safety
For the safety properties of the material, we refer to our SDS which can be ordered at our sales offices. During practical operation we advise to wear personal safety protections for hand/eye/body.
Packaging & Availability
- Packaging Type
- Packaging
Akulon® grades are supplied in airtight, moisture- proof packaging.
Storage & Handling
- Material Handling for Injection Molding
Storage
In order to prevent moisture pick up and contamination, supplied packaging should be kept closed and undamaged. For the same reason, partial bags should be sealed before re-storage.
Allow the material that has been stored elsewhere to adapt to the temperature in the processing room while keeping the bag closed.
Moisture Content as Delivered
Akulon® grades are packaged at a moisture level ≤ 0.15 w%.
Conditioning Before Molding
To prevent moisture condensing on granules, bring cold granules up to ambient temperature in the molding shop while keeping the packaging closed.
Moisture Content Before Molding
Akulon® is delivered at molding moisture specification (≤ 0.15 w%). We advise to pre-dry to overcome the fluctuation from package to package (see drying section below). Furthermore, pre-drying is required in case the material is exposed to moisture before molding (prolonged storage or open/damaged packaging). Moisture content can be checked by water evaporation methods or manometric methods (ISO 15512).Drying
Akulon® grades are hygroscopic and absorb moisture from the air relatively quickly. Moisture absorption is fully reversible under the following drying conditions without compromising material quality. Preferred driers are dehumidified driers with dew points maintained between -30 and -40°C / -22 and -40°F. Vacuum driers with N, purge can also be used. Hot air ovens or hopper driers are not suitable for pre-drying Akulon® grades; the use of such driers may result in non-optimum performance.Moisture Content Time Temperature [%] [h] [°c] [°F] 0.1-0.2
and as delivered2-4 80 176 0.2-0.5 4-8 80 176 Drier types that are not de-humidified can be operated until 100°C but care has to be taken with natural/light colors for which a color change might be observed upon drying depending on time/temperature exposure.
Regrind
Regrind can be used taking into account that this regrind must be clean/low dust content/not thermally degraded/dry, of same composition and similar particle size as the original material. The acceptable level of regrind depends on the application requirements (e.g. UL Yellow Card). Be aware that regrind can cause some small color deviations.