
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Fillers Included
- Polymer Name
- Reinforcement Form
- Reinforcement Material
- Composite Materials Functions
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
- Labeling Claims
- Materials Features
Applications & Uses
- Applications
- Plastics & Elastomers End Uses
- Composites Processing Methods
- Plastics & Elastomers Processing Methods
- High Voltage Connector Application Data
Details
Application requirements Superior electrical performance Dedicated high voltage High mechanical strength Material properties CTI 600V, RTI 140°C Halogen-free UL94-V0 at 0.75mm Superior processabilityBenefits
- High mechanical strength
- Orange color
- Excellent electrical performance enabling high safety and reliability
- Lowest tool downtimes
- High Voltage Connector E-Motor Application Data
Details
Application requirements Electrical insulation High CTI 600 V UL94 V0 halogen-free Thermal cycles/shock resistant Material properties Low moisture uptake Chemical resistant Thermal cycles/fatigue Electric insulativeBenefits
- Robust (wire load) design
- Harsh environment
- Improved lifetime/safety vs PA66/PBT
- EV Charging Plugs Application Data
Details
Envalior's portfolio of Akulon® PA6 and Arnite® PBT solutions for electric vehicle charging plugs can offer better surface appearance and mechanical performance without the need for expensive flame retardant additives. As electrical vehicle (EV) sales around the world continue to grow, Envalior is partnering with automakers and suppliers to develop advanced materials solutions to improve EV charging.Benefits
- UV resistance for better surface appearance
- High impact strength and toughness to reduce normal wear and tear
- Compliant with UL and IEC regulations
- Potential Applications
Envalior's polyamide-based UD tapes with endless carbon or glass fiber reinforcements are viable, lightweight alternatives to metals in several applications. UD tapes, tape-based 2D fabrics and crossplies are used in structural and semi-structural applications, as well as in the selective reinforcement of injection molded parts.

A demonstration vehicle door panel made by JLR from carbon fiber-reinforced PA410, as well as fabric sheets woven from the same UD tape (EU-sponsored ENLIGHT project). The UD tape products were thermo-formed and glued to make the panel, which is 60% lighter than state- of-the-art, steel-based designs, while still fulfilling safety requirements. The full composite door consists of structural panels and a tape-wound side impact beam over an extruded, permanent mandrel.

Maxion Wheels and Envalior successfully manufactured and tested (Rim Rolling Fatigue) thin-walled hybrid, steelcomposite automotive wheel-rim reinforced with UD tape (tape-winding) made from glass fiber-reinforced PA410. The hybrid wheel-rim is 2Kg lighter and 30% more fatigue-resistant than state-ofthe- art, steel design, whilst inert to road salts and battery acids.

A vehicle central-floor module from carbon fiber-reinforced PA410 made by FCA (EU-sponsored ENLIGHT project). The UD tapes based ply-books were thermoformed to the final shape. The composite part is 18% lighter than state-of-the-art, steel-based designs, while still fulfilling safety requirements. The composite strength and dimensional stability are not affected by the E-coating process, a requirement of BIW parts.
Properties
- Flame Rating
- Mechanical Properties
- Thermal Properties
- Electrical Properties
- Other Properties
- Rheological Properties
| Value | Units | Test Method / Conditions | |
| Tensile Modulus | 11000 / 8600 | MPa | ISO 527-1/-2 |
| Tensile Modulus (-40°C) | 1130 / - | MPa | ISO 527-1/-2 |
| Tensile Modulus (100°C) | 5800 / - | MPa | ISO 527-1/-2 |
| Tensile Modulus (120°C) | 5300 / - | MPa | ISO 527-1/-2 |
| Tensile Modulus (140°C) | 4800 / * | MPa | ISO 527-1/-2 |
| Tensile Modulus (160°C) | 4600 / * | MPa | ISO 527-1/-2 |
| Tensile Modulus (Low Thickness, 1mm) - Dry | 10500 | MPa | ISO 527-1/-2 |
| Tensile Modulus (Low Thickness) - cond. | 7900 | MPa | ISO 527-1/-2 |
| Stress at Break | 155 / 120 | MPa | ISO 527-1/-2 |
| Stress at Break (-40°C) | 200 / - | MPa | ISO 527-1/-2 |
| Stress at Break (100°C) | 87 / - | MPa | ISO 527-1/-2 |
| Stress at Break (120°C) | 79 / - | MPa | ISO 527-1/-2 |
| Stress at Break (140°C) | 72 / * | MPa | ISO 527-1/-2 |
| Stress at Break (160°C) | 66 / * | MPa | ISO 527-1/-2 |
| Stress at Break, at low thickness | 145 / 100 | MPa | ISO 527-1/-2 |
| Stress at Break (Thickness tested) | 1 / - | mm | ISO 527-1/-2 |
| Strain at Break | 3 / 3.4 | % | ISO 527-1/-2 |
| Strain at Break (at -40°C) | 3 / - | % | ISO 527-1/-2 |
| Strain at Break (at 120°C) | 5.4 / - | % | ISO 527-1/-2 |
| Strain at Break (at 140°C) | 5.7 / * | % | ISO 527-1/-2 |
| Strain at Break (at 160°C) | 6 / * | % | ISO 527-1/-2 |
| Strain at Break, at low thickness | 2.7 / 4.3 | % | ISO 527-1/-2 |
| Strain at Break (Thickness tested) | 1 / - | mm | ISO 527-1/-2 |
| Flexural Modulus | 11500 / 7450 | MPa | ISO 178 |
| Flexural Modulus (at 120°C) | 5800 / * | MPa | ISO 178 |
| Flexural Modulus (at 160°C) | 4950 / * | MPa | ISO 178 |
| Flexural Strength | 240 / 180 | MPa | ISO 178 |
| Flexural Strength (at 120°C) | 120 / * | MPa | ISO 178 |
| Flexural Strength (at 160°C) | 100 / * | MPa | ISO 178 |
| Charpy Impact Strength (at +23°C) | 68 / 62 | kJ/m² | ISO 179/1eU |
| Charpy Impact Strength (at -30°C) | 50 / 48 | kJ/m² | ISO 179/1eU |
| Charpy Notched Impact Strength (at +23°C) | 10 / 10 | kJ/m² | ISO 179/1eA |
| Charpy Notched Impact Strength (at -30°C) | 10 / 10 | kJ/m² | ISO 179/1eA |
| Weldline Strength (at thickness 1 / * mm) | 50 / 35 | MPa | ISO 527-1/-2 |
| Weldline Strain (at thickness 1 / * mm) | 0.6 / 0.8 | % | ISO 527-1/-2 |
| Weldline Strength (at thickness 4 / * mm) | 48 / 35 | MPa | ISO 527-1/-2 |
| Weldline Strain (at thickness 4 / * mm) | 0.6 / 0.8 | % | ISO 527-1/-2 |
| Value | Units | Test Method / Conditions | |
| Melting Temperature (10°C/min) | 260 / * | °C | ISO 11357-1/-3 |
| Glass Transition Temperature (at 10°C/min) | 60 / * | °C | ISO 11357-1/-2 |
| Temperature of Deflection Under Load (1.80 MPa) | 247 / * | °C | ISO 75-1/-2 |
| Coefficient of Linear Thermal Expansion (parallel) | 0.21 / * | E-4/°C | ISO 11359-1/-2 |
| Coefficient of Linear Thermal Expansion (normal) | 0.67 / * | E-4/°C | ISO 11359-1/-2 |
| Burning Behaviour (at 1.5 mm Nominal Thickness) | UL V-0 / * | class | IEC 60695-11-10 |
| Burning Behaviour (at 3.0 mm Nominal Thickness) | UL V-0 / * | class | IEC 60695-11-10 |
| Burning Behaviour (at 0.75 mm Nominal Thickness) | V-0 / * | class | IEC 60695-11-10 |
| Ball Pressure Temperature | 255 / * | °C | IEC 60695-10-2 |
| Glow Wire Flammability Index (at thickness 0.4 / - mm) | 960 / - | °C | IEC 60695-2-12 |
| Glow Wire Flammability Index (at thickness 3 / - mm) | 960 / - | °C | IEC 60695-2-12 |
| Glow Wire Ignition Temperature (at thickness 0.4 / - mm) | 800 / - | °C | IEC 60695-2-13 |
| Glow Wire Ignition Temperature (at thickness 3 / - mm) | 825 / - | °C | IEC 60695-2-13 |
| Value | Units | Test Method / Conditions | |
| Relative Permittivity (100Hz) | 4.2 / 7.3 | — | IEC 62631-2-1 |
| Relative Permittivity (1 MHz) | 3.9 / 4.3 | — | IEC 62631-2-1 |
| Relative Permittivity (1GHz) | 3.6 / 3.7 | — | IEC 60250 |
| Dissipation Factor (100 Hz) | 110 / 110 | E-4 | IEC 62631-2-1 |
| Dissipation Factor (1 MHz) | 150 / 490 | E-4 | IEC 62631-2-1 |
| Dissipation Factor (1GHz) | 100 / 140 | E-4 | IEC 60250 |
| Volume Resistivity | >1E13 / 5E12 | Ohm*m | IEC 62631-3-1 |
| Surface Resistivity | >1E15 / 3E13 | Ohm | IEC 62631-3-2 |
| Electric Strength | 41 / 38 | kV/mm | IEC 60243-1 |
| Comparative Tracking Index | 600 / - | V | IEC 60112 |
| Comparative Tracking Index (above 600V) | 700 / * | V | Sim. to IEC 60112 |
| Value | Units | Test Method / Conditions | |
| Water Absorption | 4.9 / * | % | Sim. to ISO 62 |
| Water Absorption in Water (at 23°C after 24h) | 1 / * | % | ISO 62 |
| Humidity Absorption | 1.6 / * | % | Sim. to ISO 62 |
| Density | 1430 / - | kg/m³ | ISO 1183 |
| Value | Units | Test Method / Conditions | |
| Temperature | 260 / * | °C | ISO 1133 |
| Molding Shrinkage (parallel) | 0.28 / * | % | ISO 294-4 |
| Molding Shrinkage (normal) | 1.31 / * | % | ISO 294-4 |
| Spiral Flow Length 1.0 mm 800 bar | 87 / * | mm | — |
| Spiral Flow Length 1.0 mm 1000 bar | 104 / * | mm | — |
| Spiral Flow Length 1.0 mm 1200 bar | 121 / * | mm | — |
Regulatory & Compliance
- Certifications & Compliance
- Quality Standards
Technical Details & Test Data
- Envalior's Automotive Weight Loss Factory
Extreme light weighting of automobiles is the most efficient technology for reducing emissions and enhancing mileage. The Envalior Weight Loss Factory utilizes unidirectional, continuous fiber-reinforced, thermoplastic tapes as the fundamental building block of such light weight composite materials.
Our strategy extends well beyond just manufacturing the composite tapes. We also develop and specify processes such as Automatic Tape Placement (ATP), tape winding and tape-insert over-molding. and the necessary computer aided engineering (CAE) for part design and manufacturing process specifications. Envalior is active in the industry in specifying and standardizing composite material testing and quality specifications.UD tape processes
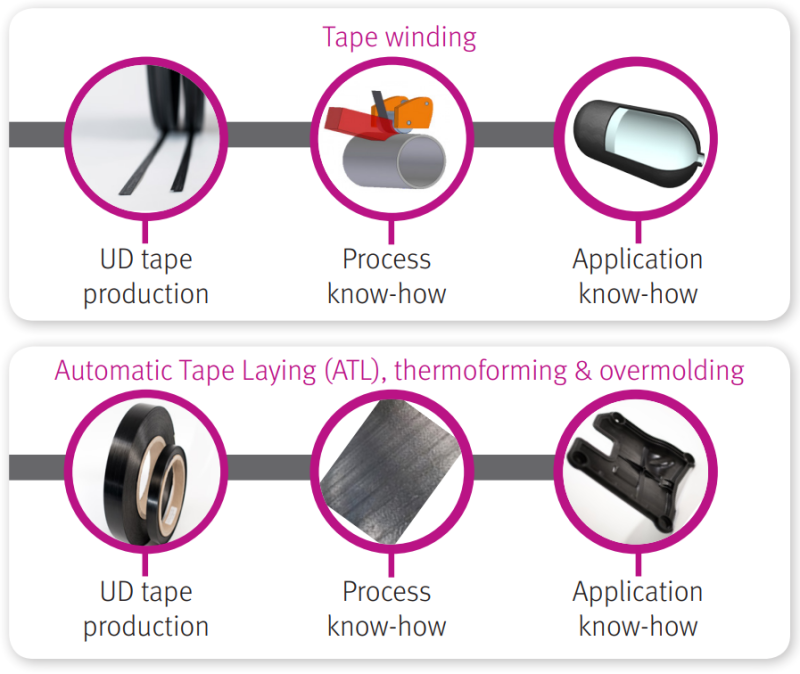
UD tape manfucaturing process
- Tape winding of parts with rotational symmetry (cylinders, tubes, box-beams etc.).
- Automatic Tape Laying (ATL) (panels, sheets, etc.)
- ATL panels are thermoformed to net shape
- ATL panels are over-molded with structural features (ribs, etc.).
- Hybrid metal-composite construction (composite patches glued to metal).
Technology and support
Design and CAE
- FEM analyzes (static & high-strain)
- Thermoforming and over-molding simulation
- UD tape winding and simulation
- Mold flow analyzes (injection-molding)
In-house macro & micro structural analysis of UD tapes
- Material-modeling and micro-mechanics
- Micro CT scans (void content, fiber-filament orientation, fiber-matrix adhesion, etc.)
- SEM micrography
- Tensile, flexural and impact testing.
Bonding
- Composite to plastic
- Composite to metal (with and without adhesives).
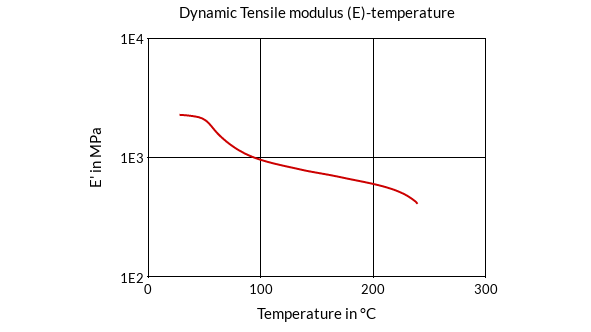
- Dynamic Tensile Modulus (E)-Temperature
Packaging & Availability
- Packaging Type