
Knowde Enhanced TDS
Identification & Functionality
- Plastics & Elastomers Functions
- Technologies
- Product Families
Features & Benefits
Applications & Uses
- Markets
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
- Material Handling Recommendations
Resin preparation:
- Shake the bottle of INFINAM® RG 3101 L for ca. 30 sec until the material is homogenous before filling into the printer
- The resin needs to be bubble free prior to printing: allow the resin to rest before printing in order to allow air bubbles to dissipate (prior degassing of the resin can help to expedite this process)
Print settings:
- INFINAM® RG 3101 L is designed to print optimally on digital light processing (DLP) and LCD machines at 385 or 405 nm (see table below for exposure time)
- At 405 nm: Critical exposure energy Ec = 10 mJ/cm² - Depth of penetration Dp = 180 μm
- It is advisable to use standard separation speed (e.g. peeling and separation speed of 2 - 4 mm/s)
Wavelength (nm) Intensity (mW/cm²) Layer thickness (μm) Burn-in exposure time (s) Layer exposure time (s)
385 9 100 7 4 385 9 50 5 3 405 11 100 7 4 405 11 50 5 3 Support structures settings:
- INFINAM® RG 3101 L is designed to be printed with support contact size of 0.3 - 0.5 mm for easy support removal from printed parts
- For complex geometries, lattice support structure is recommended to ensure high print success rate Washing procedure
- Wash printed parts with isopropanol (IPA) to remove uncured resin and use compressed air to accelerate the removal of residual solvent from the surface of the parts
- Recommended wash cycles: rinse 2 - 3 times (each rinse for 1 - 2 min) until excess resin has been completely removed
- Let the parts dry for at least 30 min before the next post-processing step
- Contact with washing fluids like IPA should be minimized, as prolonged immersion or sonication of the uncured parts may result in loss in the mechanical properties: do not exceed more than 10 min total exposure to IPA
- When support structures are used, they should typically be removed before post-curing
Post-curing procedures:
- After washing, the parts should be post-cured in order to achieve specified properties Below are two recommended procedures (it is recommended to flip printed parts once during UV-curing):
Method UV-curing Thermal-curing Option 1 405 nm lamp (LED, 40 W) at 80°C for 120 min 80°C for 180 min
Option 2 Broad-spectrum lamp (metal-halide, 400 W) for 30 min -
Properties
- Color
- Flame Rating
- Physical Form
- Mechanical Properties
- Physical Properties
- Thermal Properties
- Electrical Properties
- Burn Testing Properties
- Note
¹ - Tested with Type V specimen at 1 mm/min
| Value | Units | Test Method / Conditions | |
| Tensile Modulus ¹ | 1900 - 2300 | MPa | ASTM D638 |
| Ultimate Tensile Strength | 47 - 57 | MPa | ASTM D638 |
| Elongation at Break | 20 - 40 | % | ASTM D638 |
| Flexural Stress at 5% Strain | 80 - 84 | MPa | ASTM D790 |
| Flexural Modulus | 2060 - 2140 | MPa | ASTM D790 |
| Izod Notched Impact | 40 - 50 | J/m | ASTM D256 |
| Charpy Notched Impact Strength | 3 - 5 | kJ/m² | ISO 179 |
| Value | Units | Test Method / Conditions | |
| Shore D Hardness | 78 - 82 | — | ASTM D2240 |
| Liquid Density (at 25°C) | 1.07 | g/cm³ | ASTM D4052 |
| Liquid Viscosity (at 25°C/1 Hz) | 1450 - 1950 | mPa.s | ASTM D4287 |
| Water Absorption (for 24 h) | 0.9 | % | ASTM D570 |
| Water Absorption (for 7 d) | 1.7 | % | ASTM D570 |
| Poisson’s Ratio | 0.44 | — | ISO 527 |
| Value | Units | Test Method / Conditions | |
| Heat Deflection Temperature (at 0.455 MPa) | 77 - 83 | °C | ASTM D648 |
| Heat Deflection Temperature (at 1.82 MPa) | 58 - 62 | °C | ASTM D648 |
| Glass Transition Temperature (tanδ) | 103 - 109 | °C | ASTM D4065 |
| Coefficient of Thermal Expansion (35 - 95°C) | 155.0 | μm/(m.K) | ISO 11359-2 |
| Value | Units | Test Method / Conditions | |
| Dielectric Constant (100 Hz) | 4.7 | — | ASTM D150 |
| Dielectric Constant (at 1 MHz) | 4.1 | — | ASTM D150 |
| Dissipation Factor (at 100 Hz) | 0.023 | — | ASTM D150 |
| Dissipation Factor (at 1 MHz) | 0.038 | — | ASTM D150 |
| Dielectric Strength | 27.0 | kV/mm | IEC 60243-1 |
| Volume Resistivity | 3.0 x 10¹⁵ | Ohm. cm | ASTM D257 |
| Surface Resistivity | 6.8 x 10¹⁴ | Ohm | ASTM D257 |
| CTI (test solution A, 50 drops value) | 600.0 | — | IEC 60112 |
| Value | Units | Test Method / Conditions | |
| Burning Behavior (at 3.2 mm) | HB | class | UL 94 |
| Burning Behavior (at 1.6 mm) | HB | class | UL 94 |
| Glow Wire Flammability Index (at 1.5 mm) | 625.0 | °C | IEC 60695-2-12 |
| Glow Wire Ignition Temperature (at 1.5 mm) | 650.0 | °C | IEC 60695-2-13 |
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Chemical Resistance
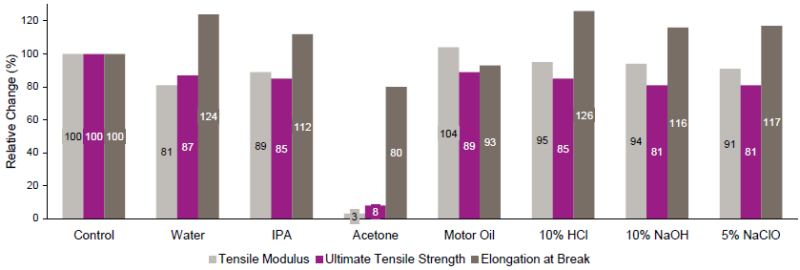
INFINAM® RG 3101 L was tested for solvent compatibility following standard ASTM D543. Tensile specimens were immersed in various liquid media for either 24 hours or 7 days and tested following ASTM D638.
Retained tensile properties in % after 24 h immersion in test liquids:
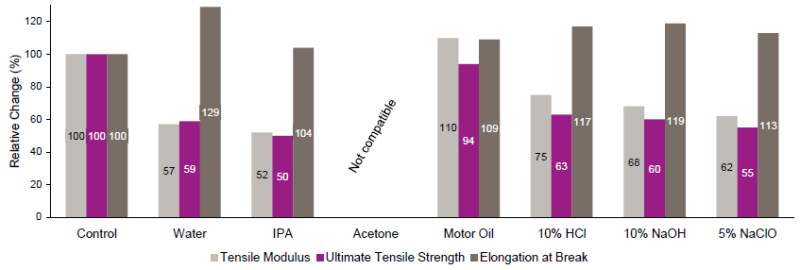
Retained tensile properties in % after 7 days immersion in test liquids:
- Long Term Environmental Stability
INFINAM® RG 3101 L was tested for its stability towards indoor and outdoor weathering conditions. The method is intended to reproduce the weathering effects that occur when the material is exposed to either solar radiation through glass (indoor conditions, ASTM D4459, Q-Sun) or to sunlight and moisture as rain or dew (outdoor conditions, ASTM G154, Cycle 1, QUV).
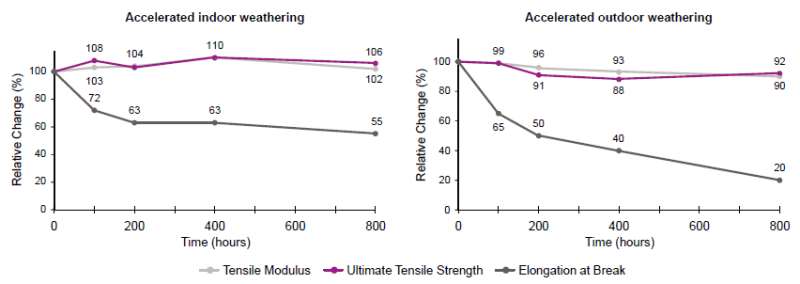
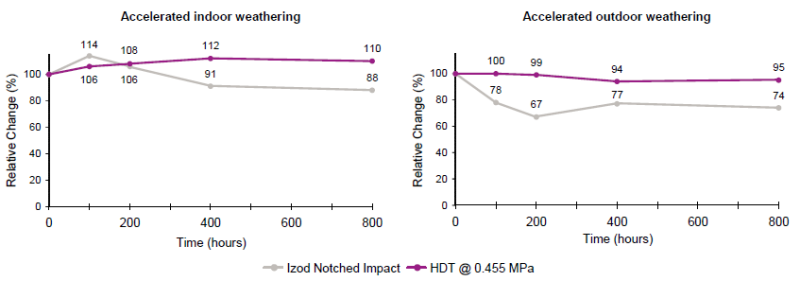
Note: For the indoor method, it is possible to infer that accelerated weathering times of 400 and 800 hours correspond to ca. 5 and 10 years of aging in normal conditions, respectively. For the outdoor method, it is possible to infer that accelerated weathering times of 400 and 800 hours correspond to ca. 8 and 16 months of aging in normal conditions, respectively.
Packaging & Availability
- Packaging Type
Storage & Handling
- Storage Condition
INFINAM® RG 3101 L resin is a light-sensitive product protected by its original packaging. Store product in a dry location with optimum storage temperature of 10 - 30 °C. Storage beyond this recommended temperature range can adversely affect both print and product properties. Exposure of the liquid formulation to daylight and especially UV light should be minimized during storage and handling to ensure consistent print quality.