
Knowde Enhanced TDS
Identification & Functionality
- Plastics & Elastomers Functions
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Materials Features
- Product Highlights
- Ultra High Izod Impact Resistance (> 100 J/m)
- Ultra-High Impact Strength
- Good Heat Deflection Temperature at 70 °C
- Good Ductility
- Excellent Weatherability Resistance
- Excellent Surface Finish
- Batch-to-Batch Consistency
- Excellent Surface Finish w/ Haptic Feeling
- Good Heat Resistant
- Low Water Absorption (Stable Properties)
- Excellent Print Stability
- Machinable
- INFINAM® RG 7100L can easily sustain 100+ repeated cycles w/o failure
- Competitor Black Resin with inferior fatigue strength failed after being cycled 1-2 times
Suitable For:
- End Use Parts (ABS Like)
- Engineering Components
- Mobility Devices
- Automotive (interior)
- Snap Fit Objects
Applications & Uses
- Applications
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
- Application Information
Print settings
- INFINAM® RG 7100 L is designed to print on bottom-up digital light processing (DLP) machines.
- When printing with a light intensity of 11 mW/cm2 at 405 nm, the recommended layer exposure time for 100 μm thick layers is 4 s, with a base layer exposure time of 7 s.
- Working curve data for 405 nm wavelength and 11 mW/cm2 intensity: Critical exposure energy Ec = 7-10 mJ/cm2 and Depth of penetration Dp = 170-250 μm.
- Setting printing temperature to 35–38 °C is highly recommended.
Washing procedure
- It is recommended to wash printed parts with isopropanol (IPA) to remove uncured resin.
- Rinse 2 to 3 times, each rinse for 2-5 minutes.
- Rinse until excess resin have been completely removed.
- After the IPA washing, allow IPA to drip from the printed parts for 5 to 10 minutes, afterwards, allow parts to dry for at least 30 minutes after washing to allow IPA to fully evaporate before the next post-curing process.
- When support structures are used, they should be removed before postcuring.
Post-curing procedure
- After washing, the parts should be submitted to ultraviolet (UV) light (intensity at ca. 5 mW/cm2) for 120 min at 80 °C, followed by 180 min at 80 °C without UV light.
Properties
- Color
- Physical Form
- Mechanical Properties
- Physical Properties
- Thermal Properties
- Test Conditions
Mechanical testing measurements
- The mechanical values reported in this document were obtained on specimens printed with a DLP printer at 405 nm (11 mW/cm2, XY or XZ print with 4 s layer exposure time, 100 μm thick layers).
- Tensile bars were tested following ASTM D638, Type V, 10 mm/min using an automated extensometer.
- Specimens are notched using a manual notching machine.
Statement on reported mechanical and thermal properties
- The mechanical and thermal values reported in this document derived from printing various parts with one specific bottom-up DLP machine and following the above-mentioned procedures.
- Those values reflect an approximation of the mean value of a range of values and are intended for reference and comparison purposes only.
| Value | Units | Test Method / Conditions | |
| Tensile Modulus | 1450 | MPa | ASTM D638 |
| Ultimate Tensile Strength | 51 | MPa | ASTM D638 |
| Elongation (at Break) | 48 | % | ASTM D638 |
| Flexural Modulus | 1370 | MPa | ASTM D790 |
| Flexural Stress (at 5% Strain) | 55 | MPa | ASTM D790 |
| Izod Notched Impact | 80 | J/m | ASTM D256 |
| Value | Units | Test Method / Conditions | |
| Liquid Density (at 25°C) | 1.07 | g/cm³ | ASTM D4052 |
| Liquid Viscosity (at 25°C, 1 Hz) | 4870 | mPa.s | ASTM D4287 |
| Shore D Hardness | 81 | — | ASTM D2240 |
| Water Absorption (24 h) | 1.1 | % | ASTM D570 |
| Water Absorption (48 h) | 1.9 | % | ASTM D570 |
| Water Absorption (72 h) | 2.8 | % | ASTM D570 |
| Value | Units | Test Method / Conditions | |
| Heat Deflection Temperature (0.455 MPa) | 66 | °C | ASTM D648 |
| Heat Deflection Temperature (1.82 MPa) | 52 | °C | ASTM D648 |
| Glass Transition Temperature (tan δ) | 105 | °C | ASTM D4065 |
Technical Details & Test Data
- Advanced Material Performance
Fig 1.Setting new benchmark for high impact resistant plastic with low water uptake.
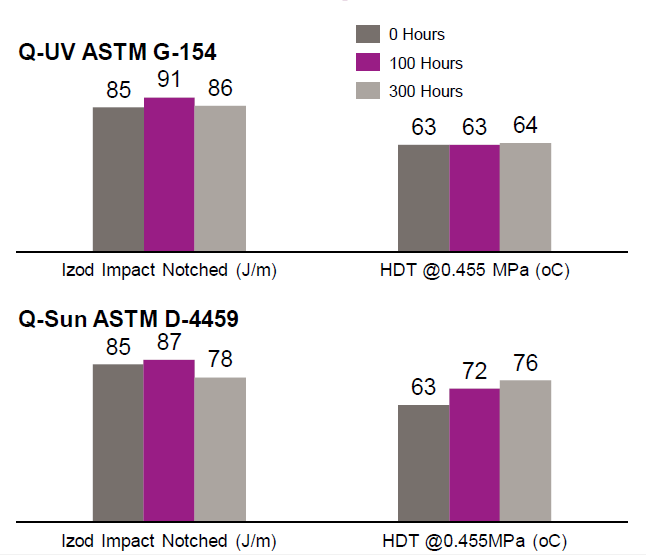
Fig 2. Properties retained after accelerated outdoor indoor aging.
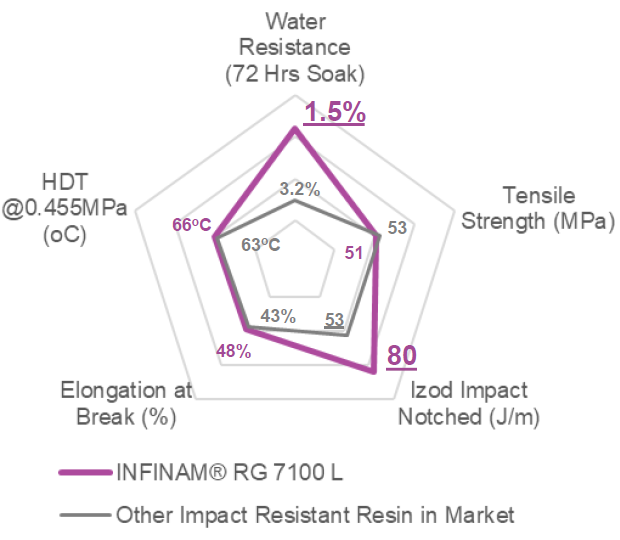
Fig 3. Ultra High Impact Resistant.
Packaging & Availability
- Packaging Type
Storage & Handling
- Storage and Handling Information
- Make ULTRA Tough, Fatigue Resistant and Fine 3D PrintsINFINAM® RG 7100 L resin is a light-sensitive product protected by its original packaging.
- Exposure of the liquid formulation to daylight or UV light should be minimized or avoided at all during storage and handling to ensure consistent print quality.
- Special light sources shall be used instead. Store product in a dry location with optimum storage temperature of 10-30 °C.
- Storage beyond this recommended temperature range can adversely affect both print and product properties.
- It is recommended to shake INFINAM® RG 7100 L resin well before use.
- Degassing can be carried out before any print process.
- It is advisable not to store the unused resin in the vat, especially for prolonged period of usage.
- If the resin is left in the vat after printing, thoroughly mix and agitate the resin in the vat prior to any print processes.
- Do not return used resin from the vat back into the original INFINAM® RG 7100 L container.