
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Reinforcement Material
- CASE Ingredients Functions
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- CASE Ingredients Features
- Features
- Has high heat resistance. Can be used continuously at 260°C (can be used at up to 400°C for a short period of time).
- Also has high chemical resistance, high adherence properties, and high permeability.
- Can also be processed for use in press molding, or foam (heat-resistant foam) molding.
Applications & Uses
- Applications
- Compatible Reinforcements
- Coating Type
- Composites End Use
- Composites Processing Methods
- Applications & Uses
- Airplane structural materials
- Engine covers
- Radar domes
- Matrix resin for high strength fibers such as glass, carbon, and aramid
- Formed parts
- Heat-resistant bearings
- Heat-resistant bushings
- Piston rings
- Coating materials / Ink
- Heat-resistant adhesives
- Fiber-sizing agents (Binder)
- Impregnants / Sealing agents
- Prepeg Properties
The type of glass cloth recommended for use with Skybond 700 is 181E glass, A-1100 soft finish. It permits good resin penetration and hence the formation of a dense laminate when the prepeg is pressed. The saturated glass cloth is B-staged at temperatures in the range of 200-250°F. Recommended prepeg conditions for processing with platen presses or with a vacuum bag procedure are:
Platen Pressing (%) Vacuum Bag (%)
Resin pick-up 42-44 46-50 Volatile Content 8.0-8.5 12-16 Flow 11-17 20-30 - Press Laminates
Laminates of 1/8" thickness can be prepared by using 12 plies and placingb these in a press preheated to 600F. A kiss contact time of 1- 2 minutes with pressure at approximately 10-25 psi is important. Otherwise the resin may precipitate as discrete particles during further cure. Application of full pressure of 250 psi for a period of 30 minutes should follow the initial contact pressure. At the end of 30 minutes the press should be cooled to 140F or longer before pressure is released.
Initial contact conditions cited are based on laboratory work with 2" x 2" twelve-ply laminates. The test is a quick, simple one. The test laminate is ejected hot from the press after a cure cycle of 10 minutes at 600F and a pressure of 250 psi, cut open and examined microscopically to establish the desired vitreous polymer character in the interior of the laminate. This is done because the resin passes through a progressive change from a vitreous condition in the prepreg to a solid vitreous state when processed with optimum conditions. However, a dry curd-like condition related to resin precipitation and inferior laminate properties can be obtained if optimum contact conditions have not been used. Generally, an average of two minutes contact time is required but this should be determined under the conditions which are present for the application of interest.
- Vacuum Bag Laminates
Laminates of approximately 1/8" thickness can be prepared by placing 12 plies of vacuum bag prepreg between surface release mats. Bleeder cloth and edge bleeders are then
placed on and around the assembly which is placed in a 2-mil vacuum bag of polyester film. Zinc chromate tape is used as a vacuum sealant.It is suggested that full vacuum of 25-29 inches applied to the assembly during the first stage of heating. Application of heat should as rapid as possible, 5F minute or better, until a temperature of 350F is obtained. Augmented pressure of 1m psi may applied five minutes after reaching 3F. The assembly should be kept at the temperature for a total of minutes. As the assembly is cooled, full vacuum and any augmented pressure should maintained until the temperature is lowered to I50F. These conditions are suggested for initial evaluation. Some may be in order upon size and geometry of the laminate and the capabilities of the processing equipment used. A variety of cycles with different heating rates and hold times have been used in commercial practice to laminate properties.
Properties
- Typical Properties
- Laminate Properties
The following results are representative of laboratory data on 1/8° thick laminates. Laminates were made using 181 glass cloth with A-1100 soft finish. The thermal aging was in the air. The testing temperatures were the same as the exposure condition temperatures in most cases. Testing temperatures are noted in parentheses.
High temperature, High Pressure Vacuum Bag Flexural Strength, PSI Standard conditions (75°F) 75 - 85.000 76 - 83.500 half-hour (700°F) 45 - 60.000 22 - 32.000 100 hours (700°F) 20 - 35.000 20 - 24.000 Weight loss 100 hours (700°F) 3.00% <5% Flexural Modulus, PSI Standard conditions (75°F) 3.12 x 10^6 2.8 x 10^6 335 hours (570°F) 3.12 x 10^6 100 hours (700°F) 1.8 x 10^6 Ultimate Tensile Strength, PSI
Standard conditions (75°F) 57 50.3 335 hours (570 °F) 42 100 hours (75°F) 48.8 100 hours 572°F (75°F) 48.2 Barcol hardness 70 60 Flammability Non-burning Non-burning The numerical values set out above for all properties are based on samples tested
and are not guaranteed for all samples. Such values are intended as guides and do
not reflect product specifications for any particular property.- Laminate Properties
High Temperature, High Pressure
Vacuum Bag Elongation Standard conditions (75°F) 1.90% 2.00% 335 hours 570°F (75°F) 1.40% 100 hours 482°F (75°F) 1.70% 100 hours 572°F (75°F) 2.00% Water Absorption 24-hour immersion 0.70% 2.00% 24-hour immersion, coated <1.0% The numerical values set out above for all properties are based on samples
tested and are not guaranteed for all samples. Such values are intended as
guides and do not reflect product specifications for any particular property.- Laminate Properties
SKYBOND 700* Long Term Aging Studies at 600° AND 500°F Flexural Strength, PSI Flexural Modulus, PSI Ultimate Tensile Strength, PSI
600°F Aging Initial 75000 (75°F) 500 hours 29000 (600°F) 2.61 X 10^6 (600 °F) 2.2 860 hours 20000 (600°F) 2.59 X 10^6 (600°F) 3.4 1850 hours 10950 (600°F) 2.08 X 10^6 (600°F) 7.9 550°F Aging Initial 83000 (75°F) 3.02 X 10^6 (75°F)
2300 hours 41200 (550°F) 2.63 X 10^6 (550°F) 3.6 4500 hours 32000 (550°F) 2.95 X 10^6 (550°F) 5 9000 hours 15000 (550°F) 2.00 X 10^6 (550°F) 12 The numerical values set out above for all properties are based on samples tested and are is not guaranteed for all. Such values are intended as guides and do not reflect product specifications for any particular property.
- Electrical Properties
Electrical Properties Of Laminates Utilizing SKYBOND 700
(High Temperature-High Pressure Laminates)
Property AS IS D24/23 D48/50 C96/35/90 Dielectric strength Short time parallel to laminate (volts) 55,000 32,000 Step-by-step parallel to laminate (volts) 38,000 16,000 Short time (volts/mil) 179 Stepwise (volts/mil) 140 Dielectric constant (1 MC) 4.1 430 4.81 Dissipation factor (1 MC) 445 0.639 0.0165 Insulation resistance (megohms) 1.9x10^7 1.4x10^2 Volume resistivity (ohm-cm) 2.47x10^15 1.16x10^11 Surface resistivity 335x10^14 2.90x10^10 - X-band Data (85 KM)
Temperature Dielectric constant Dissipation Factor
25°C 3.74 0.016 50°C 3.74 0.015 100°C 3.74 0.014 150°C 3.74 0.018 200°C 3.74 0.013 250°C 3.74 0.01 300°C 3.7 0.015 The numerical values set out above for all properties are based on samples tested and are not guaranteed for all samples. Such values are intended as guides and do not reflect product specifications for any particular property.
| Value | Units | Test Method / Conditions | |
| Cured Solids | 45.0-48.0 | % | S-001.0 |
| Viscosity at 25°C | 3000-7000 | cps | Brookfield LVF S-004.0 |
| Specific Gravity at 25°C | 1.15-1.18 | — | S-005.0 |
Technical Details & Test Data
- Solvent
The solvent in Skybond 700 is primarily N-methyl-2-pyrrolidone (NMP) with some ethanol present. NMP can used for dilution. Other solvents having limited dilution capability include ethanol, isopropyl alcohol and xylene. Ketones are not recommended for dilution.
- Post Cure
Post-curing of laminates made with Skybond 700 resin up to and including the use temperature is essential to achieve maximum heat resistance and retention of properties. For good initial hot strength at 700F a total post-cure of 16 hours with the following steps is recommended for 1/8" thick laminates. It is likely that thicker laminates shouldhave this post-cure cycle extended.
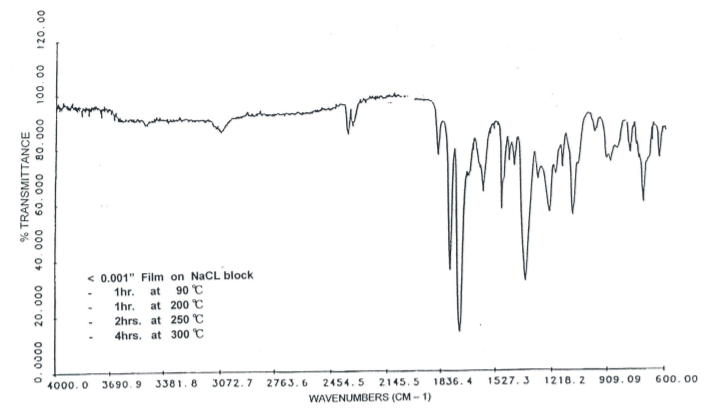
- Infrared Analysis Of Cured SKYBOND 700
Storage & Handling
- Shelf Life and Storage
- Product shelf life is the period of time the SKYBOND product is expected to stay within the limits of its respective product specification.
- The shelf life of SKYBOND products is 3 months from date of shipment when stored at 40°F (4°C) or below.
- Short-term exposure to normal ambient conditions will not cause problems with the resin.
- For long term storage the material should be stored at temperatures of 40 F or lower to reduce viscosity build which is common with these resins.
- Material stored for longer periods of time than 3 months or at higher temperatures should be usable if still within specification limits for viscosity and solids. If the viscosity has advanced above its specification limit it may still be usable if it can be diluted to reduce the viscosity into its specification range while still remaining within the solids specification limits.
- Water contamination should be avoided. Thus the resin solution should be allowed to warm to room temperature before the container is opened and the resin used.
- If the resin solution is exposed to air at low temperature water will condense on the resin solution surface and be rapidly dissolved in the solution. Water will cause hydrolysis which lowers the molecular weight of the resin and causes curing problems in these high solids Skybond resins.
- Oxygen contamination should also be minimized as it can lead to oxidation of amines in long term exposure and cause problems in cure cycles.
- Storage
A good practice is to store Skybond 700 below 5°C and use it within three months of receipt. Skybond 700 may be stored for longer periods of time at 5°C depending on the application. Lower temperature extends storage life. Storage above 25° C is not recommended. Avoid moisture contamination and contact with iron which will react with the resin. Also, avoid contact with materials that will be attacked by the solvent in the product. Stainless steel is suitable for use.
Volatile products given off during drying and curing operations are mainly aromatic acids, aromatic nitrogenous compounds and solvents. When composing Skybond 700 to high-temperature conditions, Mechanical exhaust ventilation must be employed to insure good air movement and the avoidance of vapor inhalation.