
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Reinforcement Material
- Composite Materials Functions
- Technologies
Features & Benefits
- Materials Features
- Highlights
ThinPreg™ 402 is best used with an autoclave molding process with a with a recommended cure cycle at 135°C/275°F, and between 3 to 7 atmospheres of pressure. ThinPreg™ 402 is especially suited to low fiber arial weight products (FAW), from 15gsm to 300gsm, and is typically supplied with a resin content ranging from 32 to 42% by weight.
- Features
• Wide range of Fiber Areal Weight, including extremely light tapes
• Toughened epoxy resin system
• High Tg system
• High homogeneity material
• Out life of 60 days at 21°C (70°F)
- Benefits
• Possibilities of optimizing the composite structure design with the right material at the right place
· High mechanical properties
• Ideal for high temperature applications (up to 180°C)
• Outstanding thickness & fiber/resin ratio consistency
• Possibility of making large and/or complex parts with long processing time before curing- Note
Light weight prepreg tapes (<75gsm) should be handled carefully. For parts larger than 1m2 (1.2sq yd), North Thin Ply Technology strongly recommends to use a complex made of ThinPreg™ 402 laid down with an Automated Tape Laydown system. This solution minimizes mold dressing time and thus total cycle time, ensures an accurate lay down of every single piece of tape, in every designed direction and eliminates human errors.
Applications & Uses
- Applications
- Composites End Use
- Composites Processing Methods
Properties
- Typical Properties
| Value | Units | Test Method / Conditions | |
| Density | 1.21 | g/cm3 | ISO 1183-3 |
| Elongation at break | 2.57 | % | ISO 527-2 |
| Flexural modulus (mean value) | 3570 | MPa | ISO 178 |
| Flexural strength (mean value) | 148 | MPa | ISO 178 |
| Fracture toughness KI C | 0.78 | MPa.m1/2 | ISO 13586 |
| Heat deflection temperature | 131 | °C | ISO 75-2 |
| Maximum Tg after post-cure | min. 185 | °C | — |
| Strain at maximum load (mean value) | 6.2 | % | ISO 178 |
| Tensile modulus | 3440 | MPa | ISO 527-2 |
| Tensile strength | 62 | MPa | ISO 527-2 |
| Water absorption (boiling water) | 0.28 | % | ISO 62 |
Technical Details & Test Data
- Instructions for use
Curing cycle
There are two possible curing cycles to reach ThinPreg™ 402 best performance:
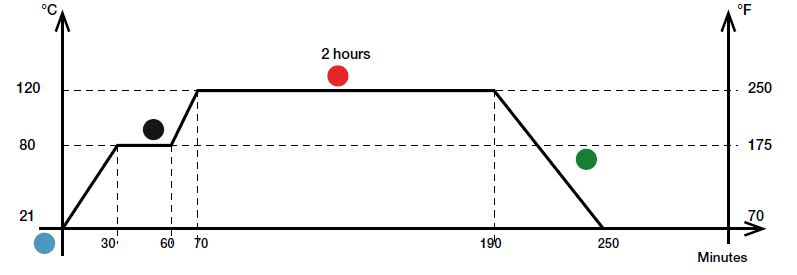
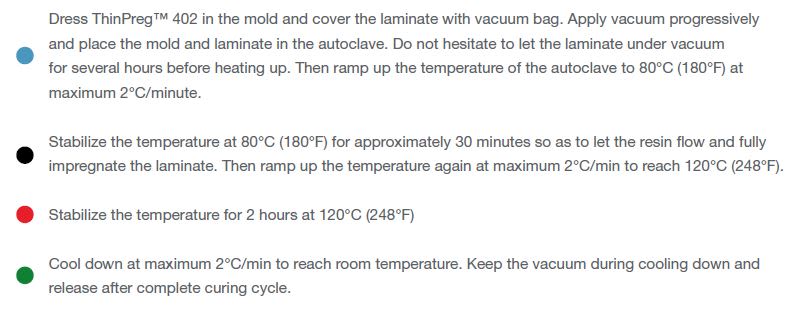
Curing Cycle 1: Standard autoclave curing. This cure cycle has been used by many users of TP 402 and found to give satisfactory composite properties.
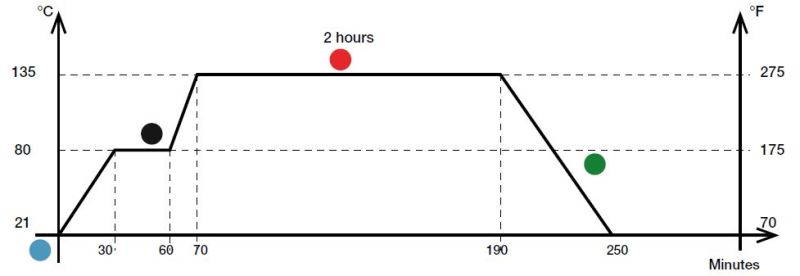
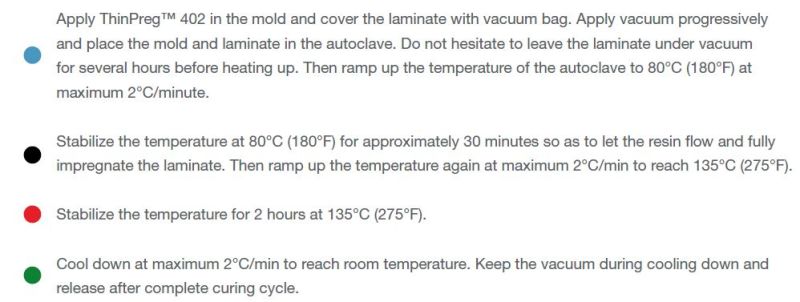
Curing Cycle 2: Enhanced properties autoclave curing. This is a higher temperature curing option that further cross links the epoxy matrix potentially leading to a higher Tg matrix and a higher strength matrix.Curing Cycle 1: Standard autoclave curing
 Post curing: To reach ThinPreg™ 402 maximum Tg, another plateau of 2 hours at 160°C (320°F) should be added before the cooling down described in step 4. Another possibility is to post-cure for 2 hours at 160°C (320°F) once the composite part has been de-molded.
Post curing: To reach ThinPreg™ 402 maximum Tg, another plateau of 2 hours at 160°C (320°F) should be added before the cooling down described in step 4. Another possibility is to post-cure for 2 hours at 160°C (320°F) once the composite part has been de-molded.Curing Cycle 2: Enhanced Properties Autoclave Curing
 Post curing: To reach ThinPreg™ 402 maximum Tg, another plateau of 2 hours at 160°C (320°F) should be added before the cooling down described in step 4. Another possibility is to post-cure for 2 hours at 160°C (320°F) once the composite part has been de-molded.
Post curing: To reach ThinPreg™ 402 maximum Tg, another plateau of 2 hours at 160°C (320°F) should be added before the cooling down described in step 4. Another possibility is to post-cure for 2 hours at 160°C (320°F) once the composite part has been de-molded.Note: The user should, in every case, check that the proposed cure cycle yields the properties that the user is looking for as the resin cross linking reaction can be influenced by many factors e.g. part size, ramp rate, temperature, cure time, etc. A common method of checking the proposed cure is to manufacture and assess representative test panels prior to committing the materials and process to the actual part build.
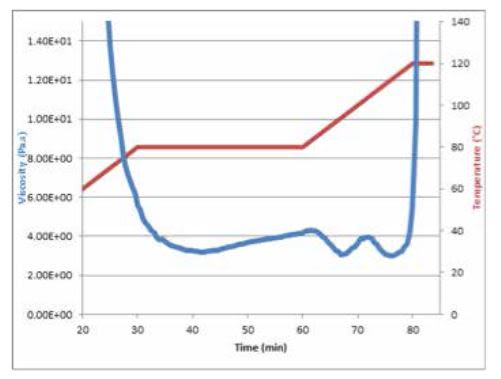
- Resin viscosity profile
Safety & Health
- Health and safety
ThinPreg™ 402 contains epoxy resins which can cause allergic reaction. When uncured, ThinPreg™ 402 should be handled with appropriate gloves. When cured, a composite laminate made of ThinPreg™ 402 should be cut, drilled or machined in a room equipped with an exhaust ventilation and filtration system, by operators wearing protective clothing and masks. Refer to Material Safety Data Sheet for further information.
Packaging & Availability
- Packaging
ThinPreg™ 402 is wound into 300 mm (11.8 inches) wide rolls on a 76 mm (3 inches) inner diameter cardboard tube. ThinPreg™ 402 is supported on a bottom silicon paper. The standard roll length is 150 linear meters (164 yards).
Storage & Handling
- Storage
ThinPreg™ 402 should be stored at -18°C (0°F) to reach the maximum shelf life of 24 months. At 21°C (70°F), the out life is 60 days.