
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
- Labeling Claims
- Materials Features
- Product Characteristics
PP with 100MB75 can pass the tests of UL 94 V -0 (0.75mm), 70°C×168hours water-immersion (UL746C). Besides, it can also pass the test of GWIT 750°Cand GWFI 960°C. And it is free from the restrictions of RoHS Directive 2002/95/EC approved by the EU and the Council. The products with 100MB75 are characterized by lowdensity, smooth appearance, low smoke generation and less mold corrosion. PP with 100MB75 PP will not lead to the phenomenon of water-sliding surface during the process of extrusion. 100MB75 does not contain anti-dripping agent
- Advantages
- 100MB75 is halogen-free and eco-friendly with low smoke and toxicity.
- 100MB75 have an excellent performance in mechanical processing and product with 100MB75 can get a good mechanical performance.
- 100MB75 is table in color.
Applications & Uses
- Markets
- Applications
- Compatible Polymers & Resins
- Plastics & Elastomers Processing Methods
- Recommended Dosage
Resin PP PP PP Dosage of 100 MB 75 % 42 35 28 UL 94 V-0(0.75mm) V-0(1.5mm) V-0(3.0mm) Resin PP PP+20%GF PP+40%GF PP+60%GF Dosage of 100 MB 75 % 24 24 24 24 LOI 26 28 29 27
Properties
- Flame Rating
- Physical Form
- Appearance
- White particle
- Typical Properties
| Value | Units | Test Method / Conditions | |
| Particle size | 1.5 ~ 5.0 | mm | — |
| Content of FR | Approx. 75 | %(w/w) | — |
| Density (23°C) | 1.26 ~ 1.28 | g/cm3 | — |
| Water Content | max. 0.5 | %(w/w) | — |
| Carrier Resin | PP | — | — |
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Extrusion Process (Twin Screw Extruder)
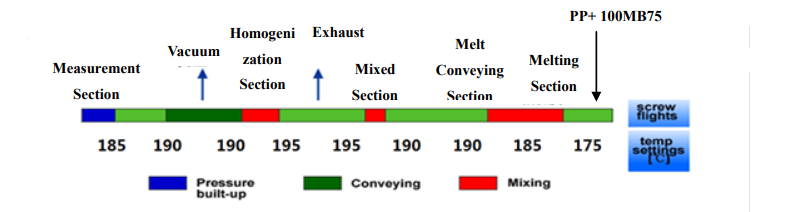
- Because the decomposition temperature of 100MB75 in nitrogen is 250 ℃, the processing temperature of twin screw extruder can be adjusted in accordance with the actual need. Under the condition of making 100MB75 PP dispersed and mixed homogeneous, the processing temperature should not be too high so that it can avoid decomposition of the flame retardant resulting in slight foaming. The sieve should be removed during the process of extrusion, or it’s easy to get foamed. Maintain vacuum of the twin screw extruder during the processing is also needed.
- Choose the resin with suitable melting index in accordance with particular situation so that it is convenient for the processing of twin screw extrusion, injection molding and so on.
- If the dosage of carbon black is higher than 0.5%, the flame retardant performance will be weakened. Adding inorganic substances (glass fiber, calcium carbonate, talc, barium sulfate and so on) will affect the flame retardant performance. Adding additives containing Br, Cl (etc.) will lead to ineffectiveness of flame retardant.
- If 100MB75 is used in non-fiber-reinforced system, anti-dripping agent must be added.
Packaging & Availability
- Packaging
25kg/package.
Storage & Handling
- Storage
Transported as the common chemicals. Keep in dry, cool place and avoid direct sunlight