
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Composite Materials Functions
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
- Materials Features
- Introduction
This low viscosity laminating system has been designed for the manufacture of glass, carbon and aramid fiber composite components requiring high static and fatigue strength properties. The resins and hardeners contain neither solvent nor fillers, and are Germanischer Lloyds approved, making the RS-L135 epoxy laminating system particularly suitable for marine applications and the manufacture of wind energy turbine blades.
Careful selection of precursors has ensured this system is low in odor and has very good physiological properties, minimizing skin irritation and allergy problems.
For optimum processing flexibility, there is a range of 4 hardeners varying in reactivity, with pot life from 25 minutes to 12 hours. All of the resin/hardener combinations will cure, and are de-mouldable, at room temperature (20 - 25°C). The cured laminate surface will have a high gloss and will be tack-free even in an unfavorable working environment, for instance, high humidity and low temperatures.
The RS-L135 epoxy resin system exhibits good mechanical properties after curing at room temperature. If high temperature strength is not required, finished products made with the selection of hardeners up to RS-H136 may be used without further heat treatment. Post curing (heat treatment) will further enhance the mechanical properties and will also increase the heat resistance.
The mixed viscosity of this resin system ensures a fast, complete impregnation of reinforcement fibers without drainage on vertical surfaces. The addition of fillers such as colloidal silica, microballoons, metal powder etc., is also acceptable to obtain special properties.
- Other Features
• Very good physiological properties
• Very good mechanical properties
Applications & Uses
- Applications
- Composites End Use
- Composites Processing Methods
- Applications
• Boats and shipbuilding
• Wind energy turbine blades
• Sports Equipment
• Models- Processing Methods
• Wet layup
• Filament winding
• Pressure molding
• Pultrusion
• Vacuum bag molding- Processing
• Between 10°C and 50°C
• Pot life from ca. 25 minutes to ca. 12 hours- Processing Methods
• Wet layup
• Filament winding
• Pressure molding
• Pultrusion- Processing Data
The optimum processing temperature lies in the range between 20 - 25°C. Higher processing temperatures are possible but will shorten pot life. A 10°C temperature increase will halve the pot life. Water, contained in fillers for example, or very high relative humidity will accelerate the reaction of the resin-hardener mixture. However, there is no significant effect to the strength of the cured product as a result of different temperatures and relative humidity levels during processing.
Properties
- Typical Properties
| Value | Units | Test Method / Conditions | |
| Average Epoxide Value | 0.54 - 0.58 | - | - |
| Color | max. 3 | Gardner | |
| Density (25°C) | 1.14-1.18 | g/cm3 | - |
| Epoxide Equivalent | 175 - 185 | - | - |
| Heat Treatment (150°C) | min. 10 | h | - |
| Heat Treatment (50°C) | 15 | h | - |
| Mixed Viscosity (25°C) | 500 - 1000 | mPa s | - |
| Processing Temperature | Oct-50 | °C | - |
| Setting Temperature (Initial Cure At Room Temperature) | 20 - 25 | °C | - |
| Viscosity (25°C) | 2400 - 2900 | mPa s | - |
Regulatory & Compliance
- Approvals
• Germanischer Lloyds approved
Technical Details & Test Data
- Mixing Ratios
RS-L135 : RS-H135 ~ RS-H138
Parts by Weight 100 : 35 (+/-2) Parts by Volume 100: 40 (+/-2) The specified mixing ratios must be observed; we therefore recommend weighing the resin and hardener precisely using accurate scales. Varying the quantity of hardener will adversely affect the properties of the matrix. The resin and hardener must be mixed thoroughly until they are homogeneously mixed, paying special attention to the walls and the bottom of the mixing container. Do not mix large quantities, especially if highly reactive systems are being used. Heat dissipation from mixing containers is poor, causing the resin-hardener mixture to warm up quicky as a result of the exothermic reaction of the two materials. Temperatures >200°C can be generated causing smoke-intensive burning of the resin-hardener mixture. To avoid this, mix small quantities in large, shallow containers.
- Test Data
Processing Time (Pot Life) 100g / 23°C
Resin RS-L135 Hardener RS-H135 RS-H136 RS-H137 RS-H138 ca. 25 - 35 min ca. 90 - 120 mins ca. 5 - 6 hours ca. 10 - 12 hours
Temperature Rise
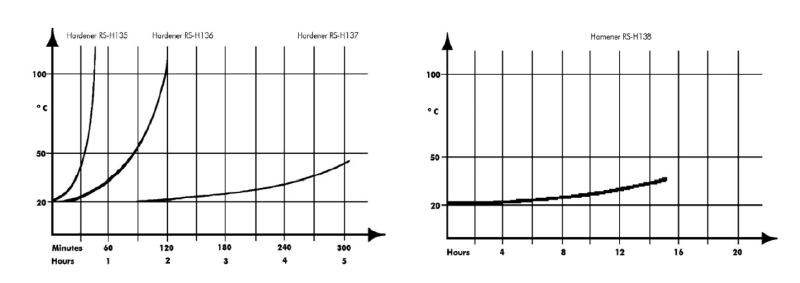
Gel Time - Film Thickness 1mm
Resin RS-L135 Temperature RS-H135 RS-H136 RS-H137 RS-H138 20 - 25°C ca. 4 - 5 hours ca. 6 - 8 hours ca. 10 - 12 hours ca. 15 - 20 hours
45 - 50°C min. ca. 40 - 50 ca. 1 - 2 hours ca. 3 - 4 hours ca. 6 - 7 hours - Resin Matrix Properties Glass Transition Temperature (Tg)
RS-L135 RS-H135 RS-H136 RS-H137 RS-H137 7 days at 20 - 25°C °C 45 - 50 45 - 50 - - 24 h. RT + 15 h. 40 - 45°C °C 55 - 60 50 - 55 50 - 55 50 - 55 24 h. RT + 15 h. 50 - 55°C °C 60 - 65 60 - 65 60 - 65 60 - 65 24 h. RT + 15 h. 60 - 65°C °C 70 - 75 70 - 75 70 - 75 70 - 75 24 h. RT + 10 h. 80 - 85°C °C 85 - 90 85 - 90 85 - 90 85 - 90 - Shear Modulus
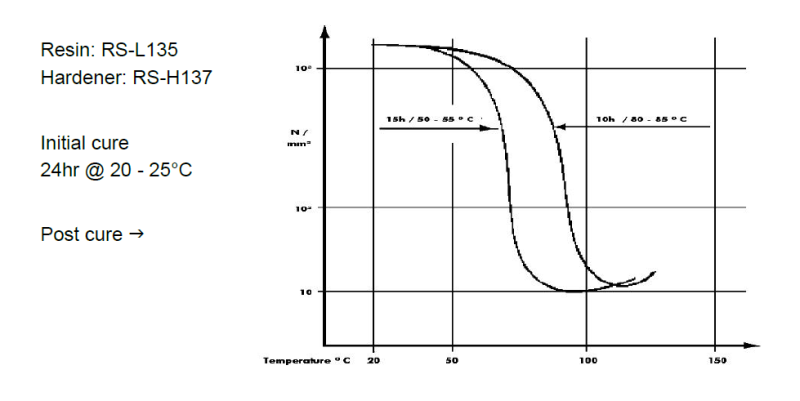
- Cured - Un-reinforced Matrix Properties
CURING : 24h @ 25° + 15h @ 60 - 65°C
RS - L135 & RS-H135 - RS-H138
Density g/cm3 1.16 - 1.18 Flexural strength N/mm2 115 - 120 Tensile strength N/mm2 75 - 85 Impact Strength Nmm/mm2 35 - 40 Elongation % 6.5 - 7.5 Compression strength N/mm2 110 - 120 Modulus of elasticity kN/mm2 3.0 - 3.2 Water absorption 24 hours / 23°C % 0.10-0.15 Water absorption 7 days / 23°C
% 0.35-0.40 Fatigue under reverse bending stresses acc. DLR Brunswick 10%
min. 2 x 106 Fatigue under reverse bending stresses acc. DLR Brunswick 90%
min. 2 x 106 - Composite Properties Cured - Fibre Reinforced Properties
CURING: 24h @ 25°C + 15h @ 60 - 65°C
Vf RS-L135 & RS-H135 / RS-H138
Flexural strength N/mm2 GFC 470-500 Flexural strength N/mm2 CFC 760-800 Tensile strength N/mm2 GFC 370-390 Tensile strength N/mm2 CFC 520-550 Compressive strength N/mm2 GFC 310-350 Compressive strength N/mm2 CFC 320-350 Interlaminar shear strength N/mm2 GFC 39-45 Interlaminar shear strength N/mm2 CFC 49-53 Flexural modulus kN/mm2 GFC 20-23 Flexural modulus kN/mm2 CFC 43-45 GFC - samples: 16 layers, glass fabric, 296g/m2 8H Satin, 4mm thick.
CFC - samples: 8 layers, SM, 3K carbon fabric, 200g/m2 plain weave, 2mm thick.
Fiber volume fraction of samples 40% - 45%. Data calculated to fiber volume 43%.
Representative data in accordance with WL 5.3203 parts 1 & 2 of the German Aviation Materials Manual, part II.
Safety & Health
- Caution
• Do not heat over a naked flame;
• Before warming, open containers to equalize pressure;
• The use safety equipment (gloves, safety glasses, respirator) is mandatory;
• Work in a well ventilated area.
Storage & Handling
- Storage
The resins and hardeners can be stored for a minimum of 12 months in the original, sealed containers at 15 - 25°C. Crystallization of these materials may occur at temperatures below 15°C and is visible as a clouding or solidification of the liquid within the container. Before processing, the crystallization must be removed. This can be done, without any degrading the product, by slowly warming the material to approximately 50 - 60°C in a water bath, or oven, and stirring or mixing until the liquid becomes clear.