
Knowde Enhanced TDS
Identification & Functionality
- Additives Included
- Chemical Family
- Fillers Included
- Polymer Name
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
Applications & Uses
- Applications
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
- Recommended Applications
- Surgical stapler internals
- Laparoscopic surgical tool internals
- Trocar latches
- Insulin pen dials, screw, and sleeve
- Inhaler dose counter buttons
- Fluid coupling quick disconnect
Properties
- Mechanical Properties
- Physical Properties
- Thermal Properties
- Impact Properties
- Injection Molding
- Note
- ᵍ Measurements made from Laboratory test Coupon. Actual shrinkage may vary outside of range due to differences in processing conditions, equipment, part geometry and tool design. It is recommended that mold shrinkage studies be performed with surrogate or legacy tooling prior to cutting tools for new molded article.
- ⁷ Injection Molding parameters are only mentioned as general guidelines. These may not apply or may need adjustment in specific situations such as low shot sizes, large part molding, thin wall molding and gas-assist molding.
- ¹¹ The information stated on Technical Datasheets should be used as indicative only for material selection purposes and not be utilized as specification or used for part or tool design.
| Value | Units | Test Method / Conditions | |
| Tensile Stress (Yield, Type I, 5 mm/min) ¹¹ | 43 | MPa | ASTM D638 |
| Tensile Stress (Break, Type I, 5 mm/min) ¹¹ | 43 | MPa | ASTM D638 |
| Tensile Strain (Yield, Type I, 5 mm/min) ¹¹ | 11 | % | ASTM D638 |
| Tensile Strain (Break, Type I, 5 mm/min) ¹¹ | 14 | % | ASTM D638 |
| Tensile Modulus (at 50 mm/min) ¹¹ | 2550 | MPa | ASTM D638 |
| Flexural Stress (Yield, 1.3 mm/min, 50 mm span) ¹¹ | 74 | MPa | ASTM D790 |
| Flexural Modulus (at 1.3 mm/min, 50 mm span) ¹¹ | 2300 | MPa | ASTM D790 |
| Tensile Stress (Yield, 5 mm/min) ¹¹ | 45 | MPa | ISO 527 |
| Tensile Stress (Break, 5 mm/min) ¹¹ | 45 | MPa | ISO 527 |
| Tensile Strain (Yield, 5 mm/min) ¹¹ | 17.8 | % | ISO 527 |
| Tensile Strain (Break, 5 mm/min) ¹¹ | 18.9 | % | ISO 527 |
| Tensile Modulus (at 1 mm/min) ¹¹ | 2680 | MPa | ISO 527 |
| Flexural Stress (Yield, at 2 mm/min) ¹¹ | 74 | MPa | ISO 178 |
| Flexural Modulus (at 2 mm/min) ¹¹ | 2400 | MPa | ISO 178 |
| Value | Units | Test Method / Conditions | |
| Density ¹¹ | 1.4 | g/cm³ | ISO 1183 |
| Density ¹¹ | 1.4 | g/cm³ | ASTM D792 |
| Moisture Absorption (at 23°C, 50% RH, 24hrs) ¹¹ | 0.07 | % | ASTM D570 |
| Mold Shrinkage (flow, 24 hrs) ᵍ ¹¹ | 2.6 - 2.8 | % | ASTM D955 |
| Mold Shrinkage (xflow, 24 hrs) ᵍ ¹¹ | 2.5 - 2.7 | % | ASTM D955 |
| Melt Flow Rate (at 250°C, 5 kgf) ¹¹ | 62 | g/10 min | ASTM D1238 |
| Wear Factor Washer ¹¹ | 5 | 10^-10 in^5-min/ft-lb-hr | ASTM D3702 Modified: Manual |
| Dynamic COF ¹¹ | 0.33 | — | ASTM D3702 Modified: Manual |
| Static COF ¹¹ | 0.24 | — | ASTM D3702 Modified: Manual |
| Value | Units | Test Method / Conditions | |
| Heat Deflection Temperature (at 1.82 MPa, 3.2mm, Unannealed) ¹¹ | 55 | °C | ASTM D648 |
| Value | Units | Test Method / Conditions | |
| Izod Impact (Unnotched, at 23°C) ¹¹ | 550 | J/m | ASTM D4812 |
| Izod Impact (Notched, at 23°C) ¹¹ | 30 | J/m | ASTM D256 |
| Izod Impact (Unnotched, 80*10*4, at 23°C) ¹¹ | 44 | kJ/m² | ISO 180/1U |
| Izod Impact (Notched, 80*10*4, at 23°C) ¹¹ | 4 | kJ/m² | ISO 180/1A |
| Value | Units | Test Method / Conditions | |
| Drying Temperature ⁷ | 120 | °C | — |
| Drying Time ⁷ | 4 | Hrs | — |
| Maximum Moisture Content ⁷ | 0.05 | % | — |
| Melt Temperature ⁷ | 240 - 265 | °C | — |
| Front - Zone 3 Temperature ⁷ | 260 - 270 | °C | — |
| Middle - Zone 2 Temperature ⁷ | 245 - 255 | °C | — |
| Rear - Zone 1 Temperature ⁷ | 220 - 230 | °C | — |
| Mold Temperature ⁷ | 80 - 100 | °C | — |
| Back Pressure ⁷ | 0.2 - 0.3 | MPa | — |
| Screw Speed ⁷ | 30 - 60 | rpm | — |
Technical Details & Test Data
- LNP™ Compounds Wear and Friction Solutions Medical Devices
For a medical device, whether it be a drug delivery pen or a laparoscopic surgical tool, repeatable and efficient motion is critical to performance. The friction between moving parts plays a large role in how a device is perceived and accepted by both consumers and healthcare professionals. LUBRICOMP™ and LUBRILOY™ compounds can help deliver the performance required.
Growing List of Demands
The demands on wear and friction materials for medical devices grow as sterilization and cleaning techniques evolve, parts get smaller and thinner, and market trends move towards more consumer friendly styling and colors. Add the heightened emphasis on system cost optimization and the need for innovative internally lubricated thermoplastic solutions expands.
Internally Lubricated Compounds
The addition of an internal lubricant to a thermoplastic material can reduce the coefficient of friction between two plastic parts, allowing them to slide past each other smoothly with minimal wear. Traditional lubricants like medical grade silicone and PTFE can be combined with advanced PC copolymer technology to deliver the required performance in thin wall parts.
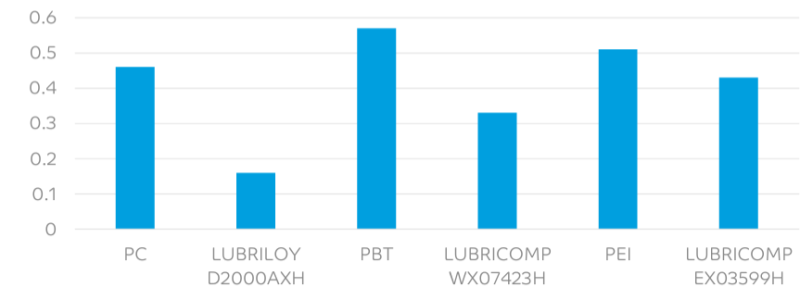
- Dynamic Cof Vs Steel
Packaging & Availability
- Regional Availability