
Knowde Enhanced TDS
Identification & Functionality
- Additives Included
- Fillers Included
- Polymer Name
- Plastics & Elastomers Functions
- Technologies
- Product Families
Features & Benefits
- Labeling Claims
Applications & Uses
- Applications
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
- Resins and Compounds for Water Management Applications
SABIC’S specialty resins and compounds offer the water management industry design flexibility to produce products with longer lives and higher quality. Our materials are excellent candidates to replace metal and can provide weight reduction, corrosion resistance, high strength and stiffness or inherent lubricity depending on the application’s requirements.
- Hydrolytic stability
- Low water absorption
- Dimensional accuracy
In addition to mechanical requirements, applications for the water management industry need certification for potable water compliance according to national standards. SABIC has developed a dedicated potable water certified portfolio to help our customers accelerate their application development time to market.
SABIC Offerings Certified for Water Management Applications:
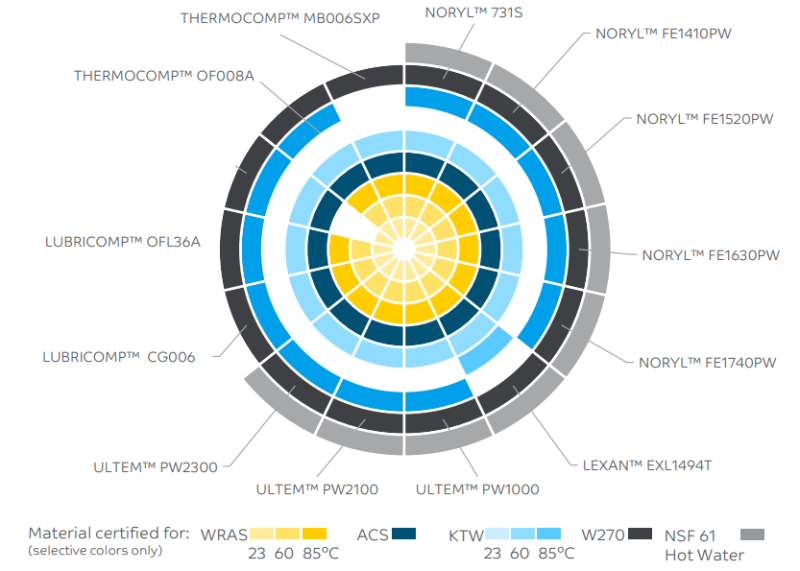
For applications that do not require potable water certification, SABIC’s Specialties portfolio includes a wide range of specialized thermoplastic compounds based on different base resins and fillers.
Properties
- Flame Rating
- Mechanical Properties
- Physical Properties
- Thermal Properties
- Impact Properties
- Injection Molding
- Flame Characteristics
- Note
- ᵍ Measurements made from Laboratory test Coupon. Actual shrinkage may vary outside of range due to differences in processing conditions, equipment, part geometry and tool design. It is recommended that mold shrinkage studies be performed with surrogate or legacy tooling prior to cutting tools for new molded article.
- ᵖ UL ratings shown on the technical datasheet might not cover the full range of thicknesses and colors. For details, please see the UL Yellow Card.
- ⁷ Injection Molding parameters are only mentioned as general guidelines. These may not apply or may need adjustment in specific situations such as low shot sizes, large part molding, thin wall molding and gas-assist molding.
- ¹¹ The information stated on Technical Datasheets should be used as indicative only for material selection purposes and not be utilized as specification or used for part or tool design.
| Value | Units | Test Method / Conditions | |
| Tensile Stress (Break, Type I, 5 mm/min) ¹¹ | 134 | MPa | ASTM D638 |
| Tensile Strain (Break, Type I, 5 mm/min) ¹¹ | 2.4 | % | ASTM D638 |
| Tensile Modulus (at 5 mm/min) ¹¹ | 9570 | MPa | ASTM D638 |
| Flexural Modulus (at 1.3 mm/min, 50 mm span) ¹¹ | 7760 | MPa | ASTM D790 |
| Taber Abrasion (CS-17, 1 kg) ¹¹ | 65 | mg/1000cy | SABIC method |
| Tensile Stress (Break, 5 mm/min) ¹¹ | 133 | MPa | ISO 527 |
| Tensile Strain (Break, 5 mm/min) ¹¹ | 2.5 | % | ISO 527 |
| Tensile Modulus (at 1 mm/min) ¹¹ | 9600 | MPa | ISO 527 |
| Flexural Stress (Break, 2 mm/min) ¹¹ | 192 | MPa | ISO 178 |
| Flexural Modulus (at 2 mm/min) ¹¹ | 8120 | MPa | ISO 178 |
| Ball Indentation Hardness (H358/30) ¹¹ | 240 | MPa | ISO 2039-1 |
| Value | Units | Test Method / Conditions | |
| Mold Shrinkage (flow, 3.2 mm) ᵍ ¹¹ | 0.1 - 0.3 | % | SABIC method |
| Mold Shrinkage (xflow, 3.2 mm) ᵍ ¹¹ | 0.2 - 0.5 | % | SABIC method |
| Melt Flow Rate (at 300°C, 5.0 kgf) ¹¹ | 9 | g/10 min | ASTM D1238 |
| Density ¹¹ | 1.3 | g/cm³ | ISO 1183 |
| Water Absorption (at 23°C, saturated) ¹¹ | 0.2 | % | ISO 62-1 |
| Moisture Absorption (at 23°C, 50% RH) ¹¹ | 0.06 | % | ISO 62 |
| Melt Volume Rate (at 300°C, 10.0 kg) ¹¹ | 30 | cm³/10 min | ISO 1133 |
| Value | Units | Test Method / Conditions | |
| Heat Deflection Temperature (at 1.82 MPa, 3.2mm, Unannealed) ¹¹ | 145 | °C | ASTM D648 |
| Coefficient of Thermal Expansion (at -40°C to 40°C, flow) ¹¹ | 0.00003 | 1/°C | ISO 11359-2 |
| Coefficient of Thermal Expansion (at -40°C to 40°C, flow) ¹¹ | 0.000025 | 1/°C | ASTM E831 |
| Coefficient of Thermal Expansion (at -40°C to 40°C, xflow) ¹¹ | 0.00007 | 1/°C | ISO 11359-2 |
| Coefficient of Thermal Expansion (at -40°C to 40°C, xflow) ¹¹ | 0.00006 | 1/°C | ASTM E831 |
| Vicat Softening Temperature (Rate A/50) ¹¹ | 165 | °C | ISO 306 |
| Vicat Softening Temperature (Rate B/50) ¹¹ | 154 | °C | ISO 306 |
| Vicat Softening Temperature (Rate B/120) ¹¹ | 158 | °C | ISO 306 |
| Heat Deflection Temperature/Be (at 0.45MPa, Edgew 120*10*4, sp=100mm) ¹¹ | 150 | °C | ISO 75/Be |
| Heat Deflection Temperature/Ae (at 1.8 Mpa, Edgew 120*10*4, sp=100mm) ¹¹ | 145 | °C | ISO 75/Ae |
| Relative Temperature Index (Electrical) ᵖ ¹¹ | 65 | °C | UL 746B |
| Relative Temperature Index (Mechanical with impact) ᵖ ¹¹ | 65 | °C | UL 746B |
| Relative Temperature Index (Mechanical without impact) ᵖ ¹¹ | 65 | °C | UL 746B |
| Value | Units | Test Method / Conditions | |
| Izod Impact (Unnotched, at 23°C) ¹¹ | 505 | J/m | ASTM D4812 |
| Izod Impact (Unnotched, at -30°C) ¹¹ | 465 | J/m | ASTM D4812 |
| Izod Impact (Notched, at 23°C) ¹¹ | 85 | J/m | ASTM D256 |
| Izod Impact (Notched, at -30°C) ¹¹ | 75 | J/m | ASTM D256 |
| Izod Impact (Unnotched, 80*10*4, at 23°C) ¹¹ | 30 | kJ/m² | ISO 180/1U |
| Izod Impact (Unnotched, 80*10*4, at -30°C) ¹¹ | 30 | kJ/m² | ISO 180/1U |
| Izod Impact (Notched, 80*10*4, at 23°C) ¹¹ | 8 | kJ/m² | ISO 180/1A |
| Izod Impact (Notched, 80*10*4, at -30°C) ¹¹ | 7 | kJ/m² | ISO 180/1A |
| Charpy Impact (at 23°C, V-notch Edgew 80*10*4 sp=62mm) ¹¹ | 10 | kJ/m² | ISO 179/1eA |
| Charpy Impact (at -30°C, V-notch Edgew 80*10*4 sp=62mm) ¹¹ | 9 | kJ/m² | ISO 179/1eA |
| Charpy Impact (at 23°C, Unnotch Edgew 80*10*4 sp=62mm) ¹¹ | 30 | kJ/m² | ISO 179/1eU |
| Charpy Impact (at -30°C, Unnotch Edgew 80*10*4 sp=62mm) ¹¹ | 30 | kJ/m² | ISO 179/1eU |
| Value | Units | Test Method / Conditions | |
| Drying Temperature ⁷ | 100 - 120 | °C | — |
| Drying Time ⁷ | 2 - 4 | Hrs | — |
| Maximum Moisture Content ⁷ | 0.02 | % | — |
| Melt Temperature ⁷ | 290 - 320 | °C | — |
| Nozzle Temperature ⁷ | 290 - 320 | °C | — |
| Front - Zone 3 Temperature ⁷ | 300 - 310 | °C | — |
| Middle - Zone 2 Temperature ⁷ | 280 - 300 | °C | — |
| Rear - Zone 1 Temperature ⁷ | 270 - 280 | °C | — |
| Hopper Temperature ⁷ | 60 - 80 | °C | — |
| Mold Temperature ⁷ | 80 - 120 | °C | — |
| Value | Units | Test Method / Conditions | |
| Glow Wire Flammability Index (at 1.5 mm) ᵖ | 800 | °C | IEC 60695-2-12 |
| Glow Wire Flammability Index (at 3 mm) ᵖ | 775 | °C | IEC 60695-2-12 |
| Glow Wire Ignitability Temperature (at 1.5 mm) ᵖ | 800 | °C | IEC 60695-2-13 |
| Glow Wire Ignitability Temperature (at 3.0 mm) ᵖ | 800 | °C | IEC 60695-2-13 |
| UL Recognized (94HB Flame Class Rating) ᵖ | min. 1.5 | mm | UL 94 |
Regulatory & Compliance
- Certifications & Compliance
Packaging & Availability
- Country Availability
- Regional Availability