
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Technologies
- Product Families
- Chemical Composition
Synthetic rubber based on ether/TDI polyurethane.
Features & Benefits
Applications & Uses
- Markets
- Applications
- Cure Method
- Plastics & Elastomers End Uses
- Product Applications
- A major application of Millathane E34M (Premilled) is in rubber covered rollers, due to its very good processing characteristics, strength properties and abrasion resistance.
- It is also used in belting, industrial wheels, seals, footwear and other applications.
Properties
- Appearance
- Pale to dark amber solid sheets
- Typical Properties
- Product Properties
- Vulcanizates based on Millathane E34M (Premilled) can be produced in hardnesses ranging from 40 to 95 Shore A, and offer high strength properties, excellent abrasion resistance, water resistance and good oil resistance.
- Compounds have low brittle points, but will tend to increase in hardness, due to crystallization, at low temperatures. Millathane CM and Millathane E40 are better for resistance to low temperature crystallization.
| Value | Units | Test Method / Conditions | |
| Specific Gravity | approx. 1.04 | — | — |
Regulatory & Compliance
- Certifications & Compliance
- Chemical Inventories
Technical Details & Test Data
- Processing Information
- Millathane E34M (Premilled) is processed by techniques which are common to the rubber industry.
- Compounds can be mixed on an open mill or in an internal mixer.
- Premilled sheets may be easier for small mill mixing.
- Molded articles can be produced via compression, transfer or injection molding; calendered sheets can be press or rotocured.
- Compounding Information
- Reinforcing Fillers
- Reinforcing fillers like N330 carbon black or precipitated silica increase the mechanical strength of Millathane E34M (Premilled) compounds.
- Fumed silicas such as Wacker HDK N20 or Cabosil M-5 will give somewhat higher reinforcement than precipitated silicas and will give translucent cured compounds (depending on other ingredients).
- Clay, talc and calcium carbonate can also be used as fillers to modify properties and processing, but are less reinforcing than silicas and blacks.
- Coupling Agents
Silane coupling agents like Si 69 or Silquest A-189 for sulfur cures, or Silquest Y-15866, RC-1, or A172 for peroxide cures, will generally improve the tear strength and set properties of silica reinforced compounds and are typically used at about 2% of the mineral filler content.
- Plasticizers
- TP-95 is a plasticizer that is very compatible with Millathane E34M (Premilled), with compounds containing 25 phr and more will usually not show signs of bleeding or incompatibility.
- Other plasticizers such as Mediaplast NB-4 and Benzoflex 9-88SG can also be used to plasticize and soften compounds.
- The antistatic plasticizer Struktol AW-1 can be used to a limited extent, to lower surface resistivity, but may tend to bleed at levels over 10 parts.
- Antidegradants
Polyurethanes are generally very resistant to ozone and oxygen attack because of their saturated polymer backbones (like EPDM). Small amounts (0.5-2 phr) of antioxidants like Naugard 445 and Irganox 1010 can provide some benefit to the heat aging characteristics of peroxide-cured Millathane E34M (Premilled) compounds.
- Process Aids
- Small amounts of process aids are normally used to prevent sticking to processing equipment and to improve flow during molding.
- For sulfur-cured compounds, the 0.5 phr of zinc stearate used as an activator is usually adequate.
- For more release, 0.5 - 2 phr of another process aid such as Struktol WB222 or Vanfre AP-2 can be used.
- For peroxide cures, 0.2-0.5 phr of stearic acid is use in place of the zinc stearate. A low molecular weight polyethylene like AC617A, added at 1 - 4 phr, gives good release for calendering and molding.
- Curing Agents
- The best physical properties and abrasion resistance are achieved with sulfur cures, while the best compression set, heat aging and reversion resistance comes from peroxide cures.
- The sulfur cure system is a combination of MBTS (4 phr), MBT (2 phr), Thanecure® ZM (1 phr) and sulfur (1.5 - 2.0 phr), along with zinc stearate (0.5 phr), used as an activator. Peroxide cures can be used for better set and heat aging characteristics.
- Typical peroxides used are dicumyl peroxide and DBPH, typically used at about 0.6 - 1.2 phr active peroxide (1.5 - 3.0 phr of 40% active).
- The use of low levels of coagents such as triallyl cyanurate (TAC) and trifunctional methacrylates like SR350 (TMTPMA) increase the crosslink density and improve compression set.
- Blends of the difunctional methacrylate SR231 (DEGDMA) with the trifunctional methacrylate SR350 are recommended for high hardness compounds, as the blend gives a good balance of strength properties, elongation and set.
- High crosslink densities, seen with high peroxide and/or coagent levels, will improve compression set but strength properties and elongation may be adversely affected.
Vulcanization Conditions
- Sulfur-cured Millathane E34M (Premilled) compounds are typically molded at temperatures of 150 - 165°C; higher temperatures can give poor cures due to reversion.
- Peroxide-cured compound can be cured from 145 - 175°C, depending on the peroxide, dimensions of the part etc.
- Rubber covered rollers are often cured in steam or electric autoclaves, under pressure, at 140 -155°C for 1 - 6 hours (very large rolls for longer times at lower temperatures), depending on the compound and roll geometry.
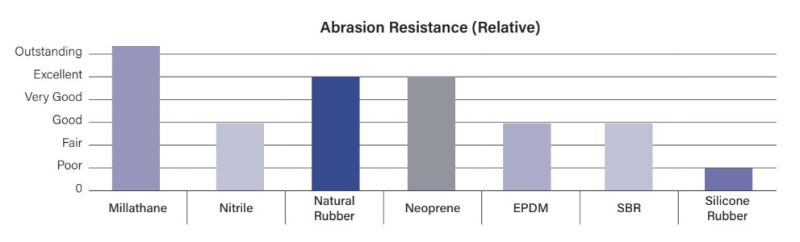
- Abrasion Resistance
- Abrasion resistance is the ability of a surface to resist wearing due to contact with another surface moving with respect to it.
- High resistance to abrasion is important in applications like rollers, belting, and helicopter dust covers.
- The DIN Abrasion Test (ASTM D5963) is one of the most common tests for measuring abrasion resistance.
- It's where a rotating cylindrical sample is passed across a rotating drum of abrasive and the amount of sample volume lost is measured.
- Typical abrasion resistance values for Millathane millable urethane compounds is 50-80 mm³.
- Some compounds can have abrasion resistance values as low as 25 mm³, depending on the polymer, cure system, and formulation.
- Polyurethane rubber provides the highest abrasion resistance of any rubber, synthetic or natural.
- Laboratory tests do not always predict the advantage of Millathane compounds over other rubbers, but field experience often shows a tremendous improvement in product lifetime when millable urethane replaces conventional rubber.
Packaging & Availability
- Packaging Information
Package size/carton: 50 pounds (22.7 kg).
Storage & Handling
- Storage Information
Stored under dry and cool conditions.