Knowde Enhanced TDS
Identification & Functionality
- Additives Included
- Chemical Family
- Polymer Name
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
- Labeling Claims
- Materials Features
- Benefits
- Industrially compostable
- High renewable content
- Recyclable
- Low carbon footprint, multiple end of life options
- All components certified biodegradable in industrial composting according to EN13432
- Nucleated to allow high crystallinity and heat deflection temperature.
- Floreon is a HALOGEN FREE alternative to Flame Retarded ABS
- Floreon’s base material (PLA) is ideally suited to chemical recycling.
- In pilot plant /kilo lab trials with the Biorenewables Development Center, Floreon were able to recover 100% of the lactic acid feedstock in a simple and fast reaction, removing ALL flame retardant and fillers by simple filtration.
- This feedstock can then be used to regenerate virgin polymer with no downcycling.
- Is commercially viable.
- Functions the same as traditional plastic.
Applications & Uses
- Applications
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
- Process/Applications
- Injection molding
- Plastic cutlery
- Packaging
- Toys
- Cosmetic packaging
- Coffee capsules
- Food-service items
- Applications typically served by PS or ABS
Properties
- Physical Properties
- Mechanical Properties
- Thermal Properties
- Shrinkage
- Impact Properties
- Note
** - Sample molded in hot (95⁰C) mold.
| Value | Units | Test Method / Conditions | |
| Melt Flow Index (at 190°C, 2.16 kg) | 15.0 | g/10 min | Internal method |
| Specific Gravity | 1.26 | g/cm³ | ISO 1133, ASTM D792 |
| Value | Units | Test Method / Conditions | |
| Strain (at break) | 30.0 | % | — |
| Tensile Strength | 47.0 | MPa | — |
| Young’s Modulus (at 23°C) | 3.1 | GPa | ISO 527 |
| Value | Units | Test Method / Conditions | |
| Heat Deflection Temperature | 55.0 | °C | Internal method |
| Melting Temperature | 175.0 | °C | DSC |
| Shrinkage (Crystalline)** | 90.0 | °C | ISO 75-2/B |
| Value | Units | Test Method / Conditions | |
| Shrinkage (at 25°C) | 0.2 - 0.4 | % | ASTM D638 |
| Shrinkage (at 95°C, Crystalline)** | 1.7 - 1.8 | % | ASTM D638 |
| Value | Units | Test Method / Conditions | |
| Notched Izod Impact Strength (at 23°C) | 6.6 | kJ/m² | ISO 180 |
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Processing Information
- Floreon Bio Tech grade can be processed on general purpose injection molding equipment and a screw designed to minimize shear and residence time will produce the best results.
- The material is typically injection molded using a melt temperature of 200°C with a mold temperature of 25°C (or 95°C for high HDT). This grade can be extruded from as low a temperature as 175 °C, but processing temperatures should not exceed 240°C.
- Recommended Machine Settings Injection
Processing Temperature Profile :
Melt Temperature 200°C Feed Throat 20°C Feed Temperature 60°C Compression Section 165°C Metering Section 190°C Nozzle 190°C Mold 25/95°C - Drying
- Floreon resins must be dry before use in melt processing; a water content of less than 250 ppm is recommended, otherwise product performance may be affected.
- The solid resin will not be damaged by absorption of atmospheric moisture providing it is stored in a cool environment at temperatures not exceeding 25°C.
- As with unmodified PLA, Floreon resins should not be left in the barrel at high temperatures for extended periods of time (10 minutes and above) as this will degrade the material resulting in a drop in viscosity and resin integrity.
- Drying under vacuum at a maximum temperature of 90°C for a period of 2 hours is recommended to ensure best results. The material can be dried above this temperature, but some ‘clumping’ may occur, with pellets sticking together. This is reversible and the pellets can be separated on cooling with mild agitation.
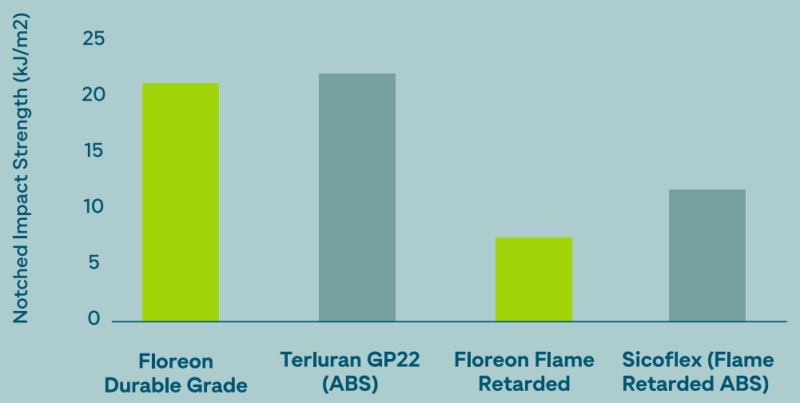
- Benchmarking of Floreon vs ABS
Floreon’s durable and flame retarded grades were tested alongside a high performance ABS and flame retarded ABS grade to provide a benchmark. Floreon is able to match the notched impact strength of ABS. Molded products have also passed all necessary drop testing.
Notched Impact Strength Comparison