
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Technologies
Features & Benefits
- Ready-to-Use Product Features
- Product Benefits
- Single component, ready to use adhesive.
- Room temperature cure.
- 100% active material, no solvents.
- Easy clean-up. Wipe uncured adhesive from outer surfaces.
Applications & Uses
- Markets
- Cure Method
- Typical Applications
- Bonding ferrite to plated metals in electric motors and loudspeakers.
- Bonding of glass and ceramics.
- Where fast setting of adhesives with high structural properties is required.
- Directions for Use
- For best performance, bond surfaces should be clean and free of grease.
- To ensure a fast and reliable cure, Primer 50 should be applied to one of the bond surfaces and the adhesive to the other surface. Parts should be assembled within 15 minutes.
- The recommended bond-line gap is 0.1 mm. Where bond gaps are large, (up to a maximum of 0.5mm), or faster cure speed is required, activator should be applied to both surfaces. Parts should be assembled immediately, (within 1 minute).
- Excess adhesive can be wiped away with organic solvent.
- Bond should be held clamped until adhesive has fixture.
- Joint should be allowed to develop full strength before subjecting to any service loads, (typically 24 to 72 hours after assembly depending on bond gap and materials)
Properties
- Physical Form
- Cure Speed vs. Substrate
The rate of cure will depend on the substrate used. The table below shows the fixture time achieved at 22ºC / 50% relative humidity. Fixture time is defined as the time to develop a shear strength of 0.1 N/mm².
Substrate Fixture Time G/B Steel* < 30 seconds * Primer 50 applied to one surface
The graph below shows the shear strength developed with time on grit blasted steel lap shears and tested according to ASTM D1002. (Primer 50 applied to one surface)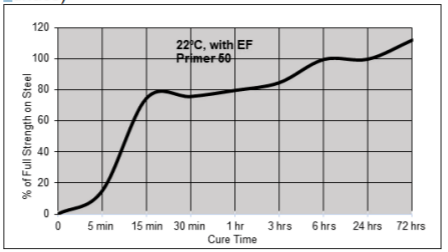
- Typical Cured Performance
Shear Strength, ASTM D1002. Grit blasted specimens. Cured for 24 hours @ 22ºC.
Primer 50 applied to one surface
Cure at 22ºC Substrate Shear Strength (psi)
24 Hours Steel 1,500-2,500 24 Hours Aluminum 1,000-2,000 - Typical Environmental Resistance
Cured for 1 week @ 22 °C, Primer 50 on 1 side. Shear Strength, ASTM D1002. Grit blasted steel specimens.
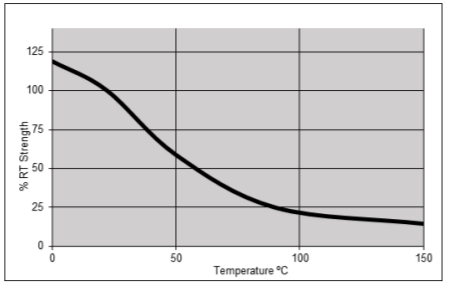
Hot Strength
Tested at temperature
Heat Aging
Aged at the temperature indicated - Tested at 72ºF (22ºC).
Time Hours Temperature (ºC) % of Initia Strength
1000 100 136 120 115 Chemical/Solvent Resistance
Aged under condition indicated - Tested at 72ºF (22ºC).
Chemical/Solvent Temperature (ºC) % of Initial Strength 720hrs
Water Glycol 50/50 87 13 ATF 87 77 Gasoline 22 20 Motor Oil 87 112 Humidity, 95% RH 45 59
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- General Information
This product is not recommended for use in pure oxygen and/or oxygen rich systems and should not be selected as a sealant for chlorine or other strong oxidizing materials. For safe handling information on this product, consult the Safety Data Sheet (SDS). Where aqueous washing systems are used to clean the surfaces before bonding, it is important to check for
compatibility of the washing solution with the adhesive. In some case, these aqueous washes can affect the cue and performance of the adhesive. This product is not normally recommended for use on plastics (particularly thermoplastic materials where stress cracking of the plastic could result). It is recommended to confirm compatibility of the product with such substrates.
Storage & Handling
- Storage
HASA 722 should be stored in a cool, dry location in unopened containers at a temperature between 45ºF to 85ºF (7ºC to 29ºC) unless otherwise labeled. Optimal storage is at the lower half of this temperature range. To prevent contamination of unused material, do not return any material to its original container.