
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Features & Benefits
- Excellent adhesive strength
- Excellent resistance to vibration
- Easy to use – no mixing required
- High shear and peel strength
- High temperature resistance
- Good resistance to chemicals
- Non-sag, thixotropic
Applications & Uses
- Applications
- Compatible Substrates & Surfaces
- Cure Method
- Surface Preparation
Surfaces should be clean, dry and grease-free before applying the adhesive. Use a suitable solvent (such as acetone or isopropanol) for the degreasing of surfaces. Some metals such as aluminum, copper and its alloys will benefit from light abrasion with emery cloth (or similar), to remove the oxide layer.
- Directions for Use
- The adhesive should be dispensed from the bottle via the nozzle supplied (this can be cut to give the appropriate sized bead to cover the bond area).
- Apply the adhesive to one surface and avoid entrapping air.
- Assemble parts applying sufficient pressure to ensure the adhesive spreads to cover the entire bond area.
- Use a jig / clamp to prevent parts moving during cure.
- It is advisable not to disturb the joint until the adhesive is fully cured.
- Cure with heat – see page one for cure schedule.
Properties
- Physical Form
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Physical Properties of Uncured Adhesive
Chemical composition Epoxy Resin Appearance Black paste Viscosity at 25°C 250,000 to 500,000 mPa.s (cP) Specific gravity 1.2 - Typical Curing Properties
Flow at high temperature No flow, high wet strength Maximum gap fill 5 mm 0.2 in Cure speed (oven) * 130° C (266°F): 75 minutes
150°C (300°F): 60 minutes
170°C (338°F): 40 minutesCure speed (induction) <3 minutes - Typical Performance of Cured Adhesive
Shear strength* (ISO4587) Steel 27 – 41 N/mm² (4000 – 6000 psi)
Aluminum 17 - 31 N/mm² (2500 – 4500 psi)
Zinc 14 - 27 N/mm² (2000 – 4000 psi)
FRP Glass/Epoxy 9-11 N/mm² (1300–1600psi)
Carbon Fiber 10-12 N/mm² (1450–1700psi)Peel strength (aluminum) (ISO 4578) 100-120 N/25mm Hardness (ISO868) 80-85 Shore D Coefficient of thermal expansion 90 x 10-6 mm/mm/°C (under Tg)
180 x 10-6 mm/mm/°C (above Tg)Thermal conductivity 0.5 W/(m.K) Glass transition temperature (Tg – DSC) 130°C (266°F) - Hot Strength
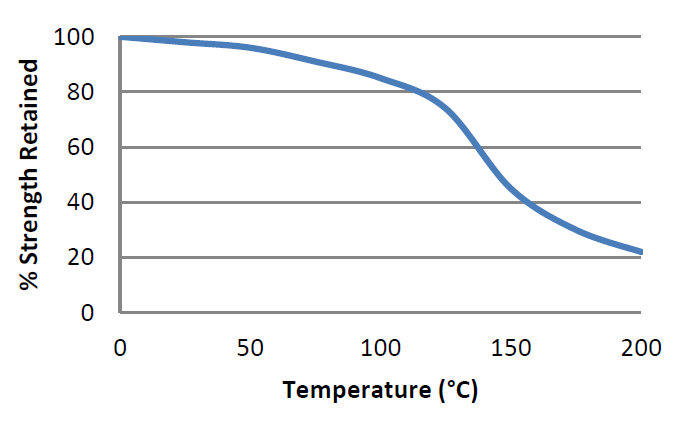
then conditioned to pull temperature for 30 minutes before testing.
ES569 can withstand higher temperatures for brief periods (such as for paint baking and wave soldering processes) providing the joint is not unduly stressed.
The minimum temperature the cured adhesive can be exposed to is -40°C (-40°F) depending on the materials being bonded.- Chemical Resistance
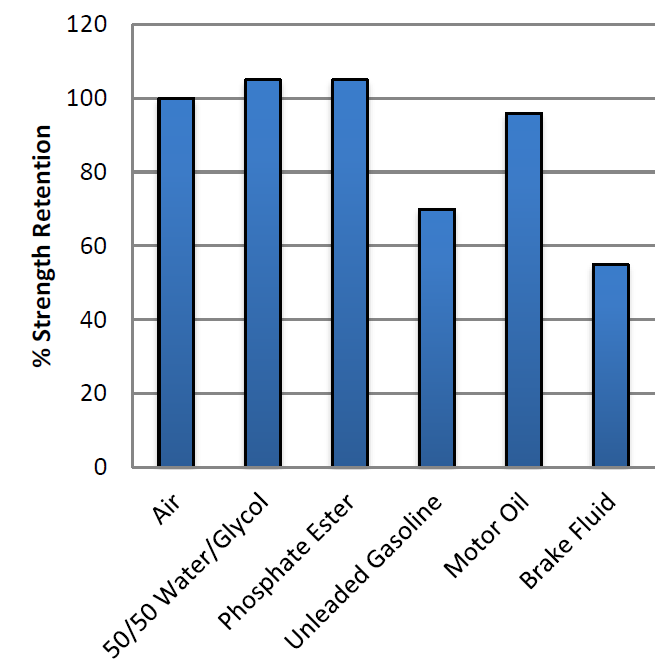
Specimens were immersed for 30 days at 85ºC and tested at room temperature.
Storage & Handling
- Storage Temperature
2 to 7°C (35 to 45°F)