
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Features & Benefits
- Adhesion to a wide variety of substrates
- Full cure at room temperature
- Steady cure at low temperatures
- Easy to apply
- Fully toughened
- Good impact strength
Applications & Uses
- Markets
- Compatible Substrates & Surfaces
- Cure Method
- Surface Preparation
Surfaces should be clean, dry and grease-free before applying the adhesive. Use a suitable solvent (such as acetone or isopropanol) for the degreasing of surfaces. Some metals such as aluminum, copper and its alloys will benefit from light abrasion with emery cloth (or similar), to remove the oxide layer.
- Directions for Use
1. Dual cartridges:
a) Insert the cartridge into the application gun and guide the plunger into the cartridge.
b) Remove the cartridge cap and dispense material until both sides are flowing.
c) Attach the static mixer to the end of the cartridge and begin dispensing the material.
2. Apply material to one of the substrates.
3. Join the parts. Parts must be joined within 15-25 minutes of mixing the two epoxy components.
4. Large quantities and/or higher temperature will decrease the usable life or pot life.
5. Apply pressure to the assembly by clamping for 3 hours or until handling strength is obtained.
6. Full cure will be obtained after 24 hours at 23°C (77°F). Heat can be used to accelerate the curing process.
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Physical Properties of Uncured Adhesive
ET5393A ET5393B Chemical composition Epoxy Resin Phenalkamine Appearance Blue paste Yellow paste Viscosity at 25°C 20rpm: 120,000-180,000 mPa.s (cP)
2rpm: 500,000-650,000 mPa.s (cP)20rpm: 70,000-130,000 mPa.s (cP)
2rpm: 200,000-350,000 mPa.s (cP)Specific gravity (resin) 1.1 1.05 - Typical Curing Properties
Mix ratio 1:1 by volume
100:90 by weightMaximum gap fill 2 mm 0.08 in Usable / pot life @23°C 10g mixed 15-25 mins Handling time @23°C 2-3 hours Working strength @23°C 8 hours Full cure at 23°C: 24 hours
at 60°C: 1 hour- Typical Performance of Cured Adhesive
Shear strength (mild steel)*(ISO4587) Cured 24 hrs @23°C: 18-20 N/mm²
(2600-2900 psi)
Cured 1 hr @ 60°C: 20-23 N/mm²
(2900-3300 psi)Shear strength (stainless steel)*(ISO4587) Cured 24 hrs @ 23°C
As received: 16-20 N/mm² (2300-2900 psi)
Gritblast/degrease: 19-22 N/mm²
(2800-3200 psi)
Cured 1 hr @ 60°C
As received: 21-25 N/mm² (3000-3600 psi)
Gritblast/degrease: 23-26 N/mm²
(3300-3800 psi)Peel strength (aluminum) (ISO4578) Cured 1hr @ 60°C: 210-230 N/25mm
(46-50 PIW)
Cured 5 days @ 23°C: 180-200 N/25mm (33-44 PIW)Hardness (ISO868) 68-72 Shore D - Strength Development
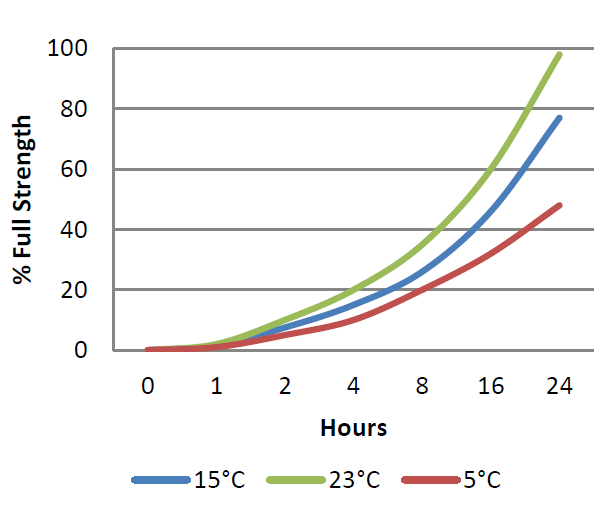 Graph shows typical strength development of bonded components. Increasing the curing temperature will result in a faster cure, colder conditions may slow cure slightly, but this is less marked than with most other epoxies.
Graph shows typical strength development of bonded components. Increasing the curing temperature will result in a faster cure, colder conditions may slow cure slightly, but this is less marked than with most other epoxies.- Hot Strength
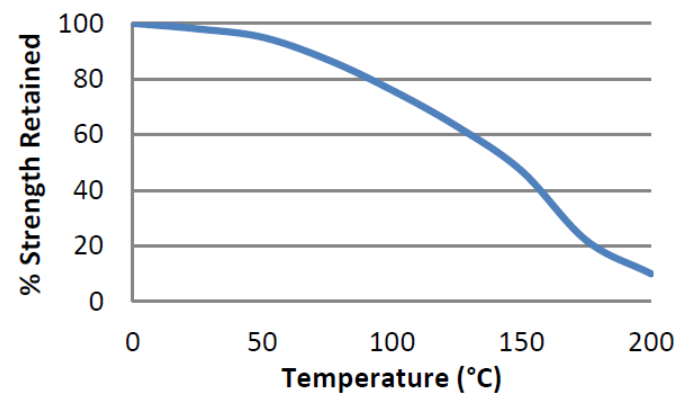 “Hot strength” shear strength tests performed on mild steel. Fully cured specimens conditioned to pull temperature for 30 minutes before testing at temperature.
“Hot strength” shear strength tests performed on mild steel. Fully cured specimens conditioned to pull temperature for 30 minutes before testing at temperature.
ET5393 can withstand higher temperatures for brief periods (such as for paint baking and wave soldering processes) providing the joint is not unduly stressed. The minimum temperature the cured adhesive can be exposed to is -55°C
(-65°F) depending on the materials being bonded.
Storage & Handling
- Storage Temperature
5 to 25°C (41 to 77°F)