
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Product Type
- Technologies
- Product Families
Features & Benefits
- Ready-to-Use Product Features
- Features & Benefits
- Adhesion to a wide variety of substrates
- Fast cure at room temperature
- No mix application
- Very high shear and peel strength
- Excellent impact strength
- Good chemical resistance
Applications & Uses
- Markets
- Cure Method
- Additional Information
This product is not recommended for use in contact with strong oxidizing materials. This product may affect some thermoplastics and users must check compatibility of the product with such substrates. Information regarding the safe handling of this material may be obtained from the Safety Data Sheet. Users are reminded that all materials, whether innocuous or not, should be handled in accordance with the principles of good industrial hygiene
- Surface Preparation
Surfaces should be clean, dry and grease-free before applying the adhesive. Permabond Cleaner A is recommended for the degreasing of most surfaces. Some metals such as aluminum, copper and its alloys will benefit from light abrasion with emery cloth (or similar), to remove the oxide layer..
- Directions for Use
Surfaces must be clean, dry and grease-free. Apply Initiator 46 to one surface. Apply adhesive to the other surface. Assemble the components using sufficient force to spread the adhesive thinly. Parts should be bonded immediately and within a maximum of two hours of applying the Initiator. Maintain pressure until handling strength is achieved. The time required will vary according to the joint design, gap and surfaces being bonded. Allow 24 hours for adhesive to fully cure. Accelerated cure times may be achieved by heating.
Properties
- Physical Form
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Physical Properties of Uncured Adhesive
Chemical composition Methyl methacrylate
Appearance Amber liquid Viscosity at 25°C 20rpm: 15,000 – 35,000 mPa.s (cP)
Specific gravity (resin) 1 - Typical Curing Properties (with Initiator 46)
Ratio of use 10:1 approximately
Maximum gap fill 0.5 mm (0.02 in) Fixture time (aluminum) at 23°C No gap: 1-2 mins
Handling time (aluminum)
(0.3 N/mm² shear strength is
achieved) at 23°CNo gap: 2-4 mins
Working strength (aluminum)
at 23°CNo gap: 15-30 mins
Full cure at 23°C 24 hours - Typical Performance of Cured Adhesive
Shear strength (ISO4587)* Mild steel: 33-35 N/mm²
(4800-5100 psi)
Aluminum: 20-30 N/mm²
(2900-4350 psi)Peel strength (aluminum) (ISO 4578) 150-180 N/25mm (33-40 PIW)
Tensile strength (ISO37) 30N/mm² (4350 psi)
Impact strength (ASTM D-950) 50-60 kJ/m² Coefficient of thermal expansion (ASTM D-696) 80 x 10-6 1/K Thermal conductivity (ASTM C-177) 0.1 W/(m.K) Dielectric constant (ASTM D- 150) 4.6 Dielectric strength (ASTM D- 149) 30-50 kV/mm Volume resistivity (ASTM D-257) 2 x 1013 Ohm.cm
- Adhesion to Various Substrates
ABS 12 MPa (substrate failure)
Aluminum (acid etched) 30 MPa Aluminum (solvent wiped) 13 MPa Beechwood 10 MPa (substrate failure)
Brass 9 MPa Galvanized steel 7 MPa Glass 16 MPa (substrate failure)
GRP 8 MPa (substrate failure)
Nylon 11 MPa Phenolic 12 MPa (substrate failure)
PMMA 9 MPa Polycarbonate 19 MPa (substrate failure)
PVC 19 MPa (substrate failure)
Steel (abrade & degrease) 35 MPa Steel (oil contaminated) 20 MPa Steel (solvent wiped) 23 MPa - Strength Development
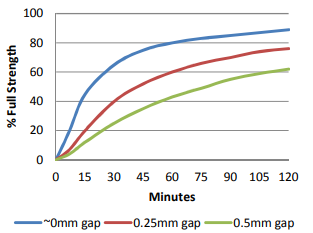
Graph shows typical strength development of bonded
components at 23°C. Curing at higher or lower
temperatures may affect cure speed.- Hot Strength
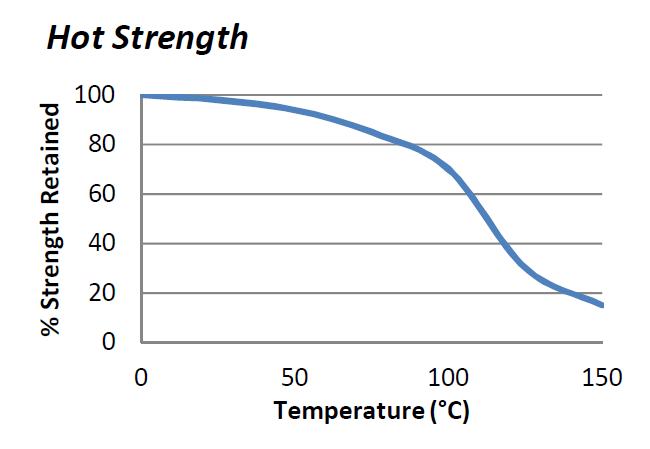
“Hot strength” shear strength tests performed on mild steel. Fully cured specimens
conditioned to pull temperature for 30 minutes before testing at temperature.
TA4246 can withstand higher temperatures for brief periods
(such as for paint baking and wave soldering processes)
providing the joint is not unduly stressed. The minimum
temperature the cured adhesive can be exposed to is -40°C
(-40°F) depending on the materials being bonded.