
Knowde Enhanced TDS
Identification & Functionality
- Additives Included
- Polymer Name
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
- Labeling Claims
- Materials Features
- Product Highlight
LEXAN EXL resins are available in pellet form for injection molding. The copolymer structure of LEXAN EXL resins combines the best of polycarbonate and siloxane properties, resulting in a significant upgrade to the polycarbonate and polycarbonate blend materials available in the market today.
The outstanding impact performance of these materials can be attributed to the low-temperature ductility of the silicone. And because silicone is relatively unaffected by heat or humidity under typical aging conditions, the materials retain their properties longer than standard polycarbonate resins.
Impact Performance
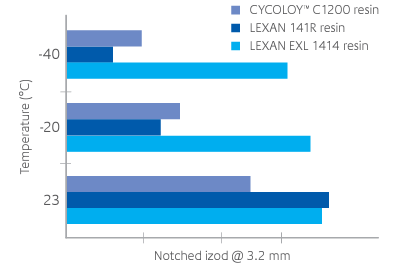
- Potential Benefits of LEXAN EXL Resin
- Impact: Best-in-class ductility to -60 ºC with an outstanding balance of ductility and viscosity.
- Weatherability: Excellent retention of mechanical properties upon outdoor exposure.
- Aging: Better retention of properties vs. other polycarbonate resins.
- Flame retardance: FR grades can be used in many ECO-compliant applications.
- Knitline strength: A significant improvement over PC/ABS material
- Chemical resistance: Improved chemical resistance to some chemicals compared to standard polycarbonate
- Processing Benefits
Extensive studies at SABIC’s Polymer Processing Development Center have found that compared to a standard polycarbonate resin of the same melt flow, LEXAN EXL resin often exhibits a 10% reduction in injection pressure (see Figure 1).
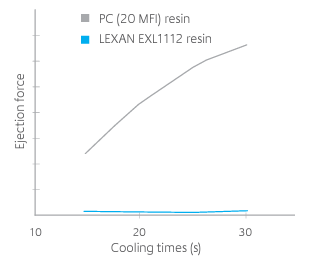
Note that the silicone component of the copolymer is bound to the resin, so there is very little tool deposit during molding. This still results in lower part ejection pressures (see Figure 2) due to its inherent high release properties.
Depending on tool design, it may be possible to reduce cycle times by up to 40% by using LEXAN EXL resin compared to PC resin. This may result in significant cost savings. Alternatively, if part release from the tool is a problem, LEXAN EXL resin may also be a useful solution.
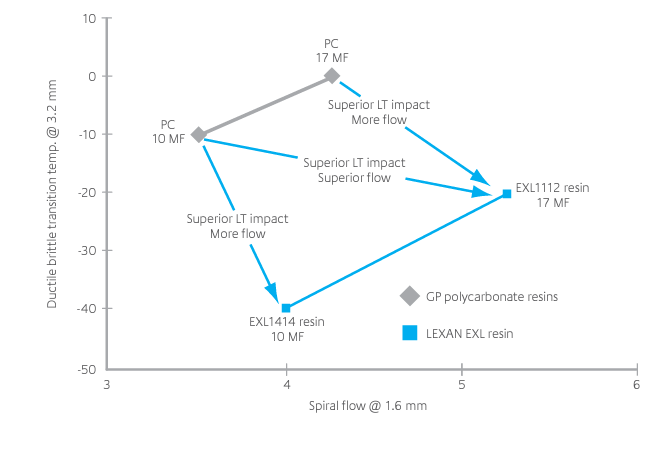
Spiral flow studies have confirmed a significant improvement in flow length. It is also often possible to replace a standard 10-meltflow polycarbonate with a 17-meltflow LEXAN EXL resin, which has both improved flow and better low temperature ductility (see Figure 3)
Fig 1: Heat and Humidity Performance
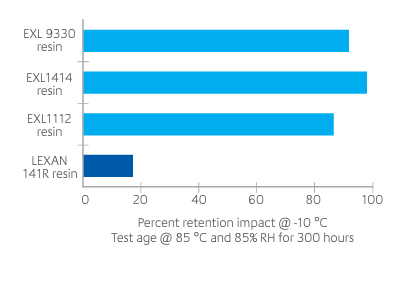
Fig 2: Effective viscosity @ 315°C melt / 82°C mold
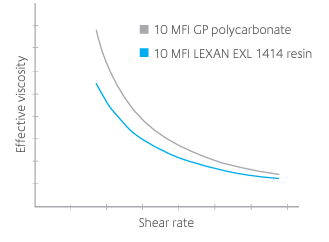
Fig 3: Part ejection pressure
In summary, possible processing benefits when using LEXAN EXL resin (depending on tool design) include:
• Lower injection pressures
• Lower ejection pressures
• Higher flow
• Improved ductility/toughness
• Shorter production cycle time
• Lower draft angles
• Complete with snap fit, metal insert designsThe improved toughness of LEXAN EXL resin may offer a solution where standard PC or PC/ABS blends show limitations. Typically, LEXAN EXL resin will offer enhanced performance due to use of snap fit or metal insert designs and allowance for lower draft angles and lower levels of molded-in stresses, as compared to standard PC.
Flow and Ductility Benefits
Applications & Uses
- Markets
- Applications
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
Properties
- Flame Rating
- Mechanical Properties
- Physical Properties
- Thermal Properties
- Impact Properties
- Injection Molding
- Flame Characteristics
- Note
- ʰ Measurements made from laboratory test coupon. Actual shrinkage may vary outside of range due to differences in processing conditions, equipment, part geometry and tool design. It is recommended that mold shrinkage studies be performed with surrogate or legacy tooling prior to cutting tools for new molded article.
- ᵖ UL ratings shown on the technical datasheet might not cover the full range of thicknesses and colors. For details, please see the UL Yellow Card.
- ⁷ Injection Molding parameters are only mentioned as general guidelines. These may not apply or may need adjustment in specific situations such as low shot sizes, large part molding, thin wall molding and gas-assist molding.
- ¹¹ The information stated on Technical Datasheets should be used as indicative only for material selection purposes and not be utilized as specification or used for part or tool design.
| Value | Units | Test Method / Conditions | |
| Tensile Stress (Yield, Type I, 50 mm/min) ¹¹ | 58 | MPa | ASTM D638 |
| Tensile Stress (Break, Type I, 50 mm/min) ¹¹ | 58 | MPa | ASTM D638 |
| Tensile Strain (Yield, Type I, 50 mm/min) ¹¹ | 5.8 | % | ASTM D638 |
| Tensile Strain (Break, Type I, 50 mm/min) ¹¹ | 109 | % | ASTM D638 |
| Tensile Modulus (at 50 mm/min) ¹¹ | 2280 | MPa | ASTM D638 |
| Flexural Stress (Yield, 1.3 mm/min, 50 mm span) ¹¹ | 95 | MPa | ASTM D790 |
| Flexural Modulus (at 1.3 mm/min, 50 mm span) ¹¹ | 2320 | MPa | ASTM D790 |
| Tensile Stress (Yield, 50 mm/min) ¹¹ | 57 | MPa | ISO 527 |
| Tensile Stress (Break, 50 mm/min) ¹¹ | 55 | MPa | ISO 527 |
| Tensile Strain (Yield, 50 mm/min) ¹¹ | 5 | % | ISO 527 |
| Tensile Strain (Break, 50 mm/min) ¹¹ | 100 | % | ISO 527 |
| Tensile Modulus (at 1 mm/min) ¹¹ | 2150 | MPa | ISO 527 |
| Flexural Stress (Yield, at 2 mm/min) ¹¹ | 85 | MPa | ISO 178 |
| Flexural Modulus (at 2 mm/min) ¹¹ | 2240 | MPa | ISO 178 |
| Ball Indentation Hardness (H358/30) ¹¹ | 95 | MPa | ISO 2039-1 |
| Value | Units | Test Method / Conditions | |
| Specific Gravity ¹¹ | 1.18 | — | ASTM D792 |
| Mold Shrinkage (flow, 3.2 mm) ʰ ¹¹ | 0.4 - 0.8 | % | SABIC method |
| Mold Shrinkage (xflow, 3.2 mm) ʰ ¹¹ | 0.4 - 0.8 | % | SABIC method |
| Melt Flow Rate (at 300°C, 1.2 kgf) ¹¹ | 17 | g/10 min | ASTM D1238 |
| Density ¹¹ | 1.19 | g/cm³ | ISO 1183 |
| Water Absorption (at 23°C, saturated) ¹¹ | 0.35 | % | ISO 62-1 |
| Moisture Absorption (at 23°C, 50% RH) ¹¹ | 0.15 | % | ISO 62 |
| Melt Volume Rate (at 300°C, 1.2 kg) ¹¹ | 16 | cm³/10 min | ISO 1133 |
| Value | Units | Test Method / Conditions | |
| Vicat Softening Temperature (Rate B/50) ¹¹ | 144 | °C | ASTM D1525 |
| Vicat Softening Temperature (Rate B/50) ¹¹ | 144 | °C | ISO 306 |
| Heat Deflection Temperature (at 0.45 MPa, 3.2 mm, Unannealed) ¹¹ | 136 | °C | ASTM D648 |
| Heat Deflection Temperature (at 1.82 MPa, 3.2mm, Unannealed) ¹¹ | 123 | °C | ASTM D648 |
| Coefficient of Thermal Expansion (at -40°C to 40°C, flow) ¹¹ | 0.000072 | 1/°C | ASTM E831 |
| Coefficient of Thermal Expansion (at -40°C to 40°C, xflow) ¹¹ | 0.0000756 | 1/°C | ASTM E831 |
| Coefficient of Thermal Expansion (at 23°C to 80°C, flow) ¹¹ | 0.000075 | 1/°C | ISO 11359-2 |
| Coefficient of Thermal Expansion (at 23°C to 80°C, xflow) ¹¹ | 0.000075 | 1/°C | ISO 11359-2 |
| Ball Pressure Test (at 123°C to 127°C) ¹¹ | Pass | — | IEC 60695-10-2 |
| Vicat Softening Temperature (Rate B/120) ¹¹ | 145 | °C | ISO 306 |
| Heat Deflection Temperature/Ae (at 1.8 Mpa, Edgew 120*10*4, sp=100mm) ¹¹ | 125 | °C | ISO 75/Ae |
| Heat Deflection Temperature/Be (at 0.45 MPa Edgew, Annealed 80°C, 4 hrs) ¹¹ | 136 | °C | ISO 75/Be |
| Relative Temperature Index (Electrical) ᵖ ¹¹ | 130 | °C | UL 746B |
| Relative Temperature Index (Mechanical with impact) ᵖ ¹¹ | 120 | °C | UL 746B |
| Relative Temperature Index (Mechanical without impact) ᵖ ¹¹ | 130 | °C | UL 746B |
| Value | Units | Test Method / Conditions | |
| Izod Impact (Notched, at 23°C) ¹¹ | 747 | J/m | ASTM D256 |
| Izod Impact (Notched, at -30°C) ¹¹ | 667 | J/m | ASTM D256 |
| Instrumented Dart Impact Total Energy (at 23°C) ¹¹ | 69 | J | ASTM D3763 |
| Izod Impact (Unnotched, 80*10*3, at 23°C) ¹¹ | No break | kJ/m² | ISO 180/1U |
| Izod Impact (Unnotched, 80*10*3, at -30°C) ¹¹ | No break | kJ/m² | ISO 180/1U |
| Izod Impact (Notched, 80*10*3, at 23°C) ¹¹ | 55 | kJ/m² | ISO 180/1A |
| Izod Impact (Notched, 80*10*3, at -30°C) ¹¹ | 20 | kJ/m² | ISO 180/1A |
| Charpy Impact (at 23°C, V-notch Edgew 80*10*3 sp=62mm) ¹¹ | 60 | kJ/m² | ISO 179/1eA |
| Charpy Impact (at -30°C, V-notch Edgew 80*10*3 sp=62mm) ¹¹ | 25 | kJ/m² | ISO 179/1eA |
| Charpy Impact (at 23°C, Unnotch Edgew 80*10*3 sp=62mm) ¹¹ | No break | kJ/m² | ISO 179/1eU |
| Charpy Impact (at -30°C, Unnotch Edgew 80*10*3 sp=62mm) ¹¹ | No break | kJ/m² | ISO 179/1eU |
| Value | Units | Test Method / Conditions | |
| Drying Temperature ⁷ | 120 | °C | — |
| Drying Time ⁷ | 3 - 4 | Hrs | — |
| Drying Time (Cumulative) ⁷ | 48 | Hrs | — |
| Maximum Moisture Content ⁷ | 0.02 | % | — |
| Melt Temperature ⁷ | 295 - 315 | °C | — |
| Nozzle Temperature ⁷ | 290 - 310 | °C | — |
| Front - Zone 3 Temperature ⁷ | 295 - 315 | °C | — |
| Middle - Zone 2 Temperature ⁷ | 280 - 305 | °C | — |
| Rear - Zone 1 Temperature ⁷ | 270 - 295 | °C | — |
| Mold Temperature ⁷ | 70 - 95 | °C | — |
| Back Pressure ⁷ | 0.3 - 0.7 | MPa | — |
| Screw Speed ⁷ | 40 - 70 | rpm | — |
| Shot to Cylinder Size ⁷ | 40 - 60 | % | — |
| Vent Depth ⁷ | 0.025 - 0.076 | mm | — |
| Value | Units | Test Method / Conditions | |
| UL Recognized (94HB Flame Class Rating) ᵖ | min. 0.5 | mm | UL 94 |
| Glow Wire Ignitability Temperature (at 3.0 mm) ᵖ | 875 | °C | IEC 60695-2-13 |
| Glow Wire Ignitability Temperature (at 1.5 mm) ᵖ | 875 | °C | IEC 60695-2-13 |
| Glow Wire Ignitability Temperature (at 1.0 mm) ᵖ | 875 | °C | IEC 60695-2-13 |
| Glow Wire Ignitability Temperature (at 0.8 mm) ᵖ | 875 | °C | IEC 60695-2-13 |
| Glow Wire Flammability Index (at 3 mm) ᵖ | 960 | °C | IEC 60695-2-12 |
| Glow Wire Flammability Index (at 1.5 mm) ᵖ | 960 | °C | IEC 60695-2-12 |
| Glow Wire Flammability Index (at 1 mm) ᵖ | 960 | °C | IEC 60695-2-12 |
| Glow Wire Flammability Index (at 0.8 mm) ᵖ | 850 | °C | IEC 60695-2-12 |
| UV-light (Water exposure/immersion) ᵖ | F1 | — | UL 746C |
| Oxygen Index (LOI) ᵖ | 32 | % | ISO 4589 |
Regulatory & Compliance
- Certifications & Compliance
Packaging & Availability
- Regional Availability