Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Reinforcement Material
- Composite Materials Functions
- Technologies
Features & Benefits
- Materials Features
- Key Features & Benefits
- Low curing temperature 50-60°C
- Service temperature up to 190°C after post-cure
- Suitable for autoclave processes
- Out-life 5 days at 20°C
- 12 months storage life at -18°C
- Good tack and drape
- Toughened
- Excellent surface finish
- Excellent release from patterns
- Available on a range of reinforcement fabrics
Applications & Uses
- Markets
- Cure Method
- Composites Processing Methods
Properties
- Composite Properties
Typical data for laminates made from Evopreg® EPT110 650g/m2 2x2 twill high strength carbon fiber prepreg (Evopreg® EPT110-C650T-HS-12K-36-1250) cured in autoclave for 12 hours at 50°C and 6 bar pressure and then given a free-standing post-cure for 6 hours at 200°C.
Property Result Result, normalized
55% VfTest method Fiber content by volume, Vf 57% 55% - Flexural strength, 0° 628 MPa 605 MPa ISO 14125 (class IV) Flexural modulus, 0° 55.3 GPa 53.7 GPa ISO 14125 (class IV) Apparent interlaminar
shear strength (ILSS), 0°49.7 MPa - ASTM D2344
Technical Details & Test Data
- Processing & Curing
It is recommended to perform an initial cure at low temperature in an autoclave at 6 bar
followed by a free-standing post-cure to achieve best performance. Suggested cure cycles are shown below:
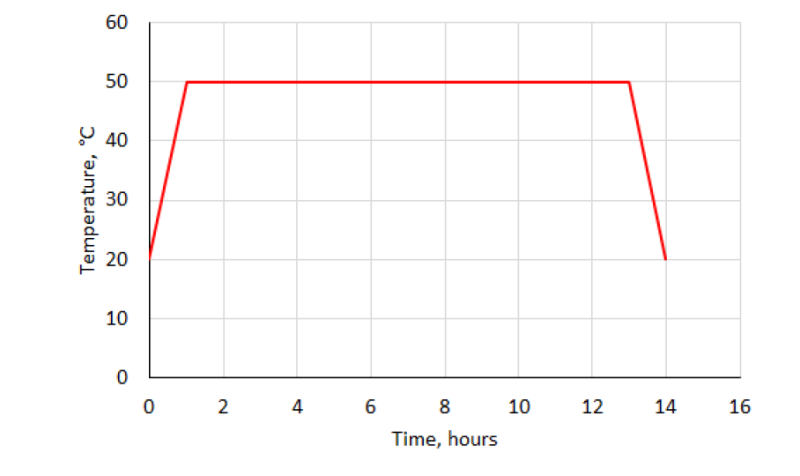
Initial Cure
The times indicated in the table below are minimum cure times. If in doubt regarding the accuracy of the temperature controller or process it is recommended to add extra time.Initial Cure temperature Minimum cure time Glass transition temperature Tg, onset E’ Glass transition temperature Tg, peak tan δ 50°C (recommended) 12 hours 42°C 59°C 60°C 6 hours 64°C 93°C - Recommended ramp rate for initial cure 0.5°C/min.
- Care should be taken to heat and cool slowly and steadily to avoid exothermic reactions, ensure even heating and prevent distortion and cracking of patterns.
- Cure times may need to be extended to account for thermal lag in large tools.
- Allow the pattern to cool to below 30°C before demoulding.
Suggested initial cure cycle (ramp rate 0.5°C/min, dwell 12 hours at 50°C):
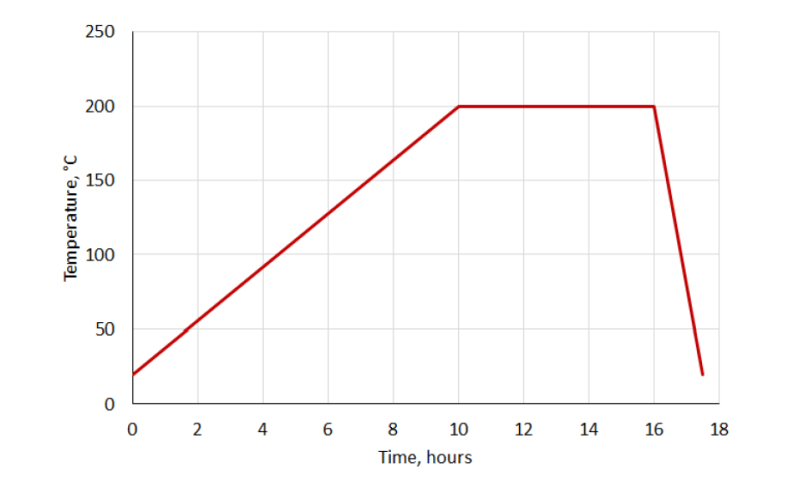
Post-Cure
Post-cure temperature cure time Glass transition temperature Tg, onset E’ Glass transition temperature Tg, peak tan δ 200°C (maximum) 6 hours 192°C 218°C - Recommended ramp rate for post-cure 0.3°C/min; maximum 0.5°C/min.
- Care should be taken to heat slowly and steadily to avoid distortion during post-cure, larger molds may require additional support.
Suggested post-cure schedule (ramp rate 0.3°C/min, dwell 6 hours at 200°C):
- Available Products
Evopreg® EPT110 prepregs are available with a wide range of reinforcements, including woven, non-crimp stitched and unidirectional fabrics. Standard products are as follows:
- Carbon 205 g/m² 2x2 twill 3K surface ply
- Carbon 650 g/m² 2x2 twill 12K bulking ply
For other reinforcements including glass and ampliTex™ flax please contact us.
Safety & Health
- Health & Safety
Please refer to the Safety Data Sheet (SDS) before use. This material contains epoxy resin andfibres which can cause irritation to skin and eyes and allergic reactions. Wear appropriate PPE including overalls and impervious gloves, and ensure adequate ventilation. Evopreg® EPT110 prepregs contain a highly reactive epoxy resin formulation which can undergo severe exothermic reactions. Particular care must be taken when curing thick laminates. Do not exceed recommended ramp rates.
Packaging & Availability
- Packaging
The material is typically delivered in rolls and with a silicone coated release paper on the bottom and a polythene release film on the top. Typical packaging - 76mm (3”) diameter cardboard core,polythene bag, reusable cable ties, cardboard box and end supports. Where relevant, multiple boxes are typically stacked on a standard wooden pallet, strapped and covered with stretch wrap. Other packaging may be available on request. We recommend retaining the boxed packaging to protect the material during storage.
Storage & Handling
- Shelf Life
- 12 Months
- Storage
The material must be stored in a freezer at -18°C and sealed in a polythene bag. To protect the material, we recommend storing it in its original box with the end supports. To avoid moisture condensation, allow the material to defrost fully and reach room temperature before opening the polythene bag. Typical thaw time for full roll is 4-6 hours. Keep the material sealed in the polythene bag when not in use to prevent moisture absorption. The cable tie that seals the polythene bag is reusable. Out-life at room temperature is 5 days. Storage life at -18°C is 12 months.