
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- Technologies
Features & Benefits
- Labeling Claims
Applications & Uses
- Markets
- Plastics & Elastomers Processing Methods
Properties
- Mechanical Properties
- Thermal Properties
- Typical Properties
- Electrical Properties
- Rheological Properties
- Grade Coding for Injection Molding
Arnitel® E, non reinforced and non flame retardant injection molding grades.
| Value | Units | Test Method / Conditions | |
| Hardness (3s) | 25 | Shore D | ISO 868 |
| Hardness (3s) | 85 | Shore A | ISO 868 |
| Tensile Modulus | 25 | MPa | ISO 527-1/-2 |
| Stress at Break | 15 | MPa | ISO 527-1/-2 |
| Nominal Strain at Break | 900 | % | ISO 527-1/-2 |
| Stress at 5% Strain | 1.3 | MPa | ISO 527-1/-2 |
| Stress at 10% Strain | 2.1 | MPa | ISO 527-1/-2 |
| Stress at 50% Strain | 4.5 | MPa | ISO 527-1/-2 |
| Stress at 100% Strain | 5.1 | MPa | ISO 527-1/-2 |
| Charpy Notched Impact Strength (+23°C) | N | kJ/m² | ISO 179/1eA |
| Charpy Notched Impact Strength (-30°C) | N | kJ/m² | ISO 179/1eA |
| Izod Notched Impact Strength (+23°C) | N | kJ/m² | ISO 180/1A |
| Izod Notched Impact Strength (-20°C) | N | kJ/m² | ISO 180/1A |
| Flexural Modulus | 20 | MPa | ISO 178 |
| Value | Units | Test Method / Conditions | |
| Melting Temperature (10°C/min) | 180 | °C | ISO 11357-1/-3 |
| Coefficient of Linear Thermal Expansion (Parallel) | 2.2 | E-4/°C | ISO 11359-1/-2 |
| Coefficient of Linear Thermal Expansion (Normal) | 2.2 | E-4/°C | ISO 11359-1/-2 |
| Burning Behavior (1.5 mm Nominal Thickness) | HB | Class | IEC 60695-11-10 |
| Thickness Tested | 1.5 | mm | IEC 60695-11-10 |
| Value | Units | Test Method / Conditions | |
| Density | 1080 | kg/m³ | ISO 1183 |
| Apparent Density | 645 | kg/m³ | ISO 60 |
| Water Absorption | 0.8 | % | Sim. to ISO 62 |
| Value | Units | Test Method / Conditions | |
| Volume Resistivity | 5000000000000 | Ohm*m | IEC 62631-3-1 |
| Value | Units | Test Method / Conditions | |
| Melt Volume-Flow Rate | 48 | cm³/10min | ISO 1133 |
| Temperature | 230 | °C | ISO 1133 |
| Load | 2.16 | kg | ISO 1133 |
| Molding Shrinkage (Parallel) | 1 | % | Sim. to ISO 294-4 |
| Molding Shrinkage (Normal) | 1 | % | Sim. to ISO 294-4 |
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Temperature Settings for Injection Molding
Mold Temperature
Arnitel® can be used with a wide range of tool temperatures (20 - 50°C / 68 - 122°F). However, to achieve optimal mechanical properties and stable dimensional parts, it is recommended to apply a tooling temperature at the higher side (50°C / 122°F). In case the molded part tends to stick to the mold, a lower mold temperature can contribute to a better part release.
Barrel Temperature
The given temperature settings are general for Arnitel®. Optimal settings are governed by barrel size and residence time. Additionally, a higher hardness and higher melting point of the Arnitel®, requires a barrel temperature at the higher side.
Mold/Tool Measured Melt Nozzle Front Center Rear 20 - 50°C 220-240°C 220-240°C 210-230°C 200-220°C 190-210°C 68 - 122°F 428-464°F 428-464°F 410-446°F 392-428°F 374.-410°F Melt Temperature
To generate a good and homogeneous melt, the melt temperature should always be above 220°C / 428°F. Optimal mechanical properties will be achieved at melt temperatures between 220-240°C / 428-464°F. We advise to frequently measure the melt temperature by pouring the melt in a Teflon cup and inserting a thermo probe into the melt.
Hot Runner Temperature
A hot runner temperature set to the same level as the nozzle temperature should work fine and not lead to excessive overheat of the Arnitel® grade. When starting up, an increased tip temperature may be necessary to overcome a frozen nozzle.
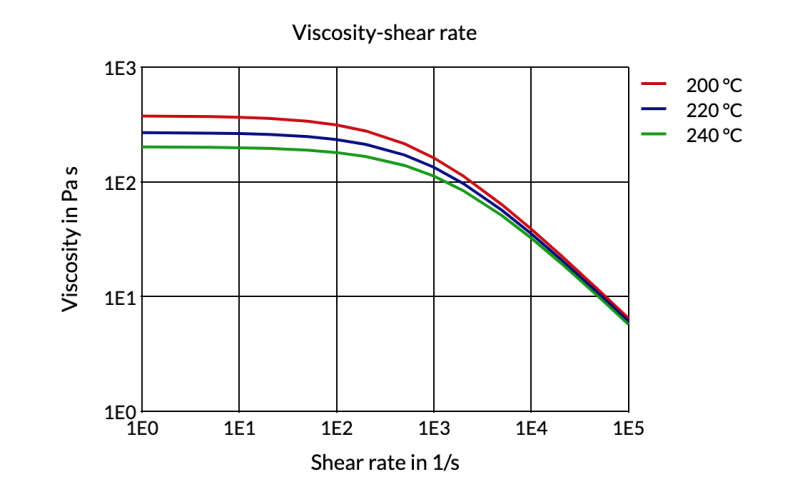
- Viscosity-Shear Rate
- Machinery for Injection Molding
Arnitel® grades can be processed on general injection molding machines.
Screw Geometry
Typically 3-zone screw designs with volumetric compression ratios of approximately 2.5 work fine.
Steel Type
Abrasive resistant tool steels which are normally used for glass and/or mineral reinforced materials are also to be used for Arnitel® polymers in tools, nozzles and screws.
Nozzle Temperature Control
The use of an open nozzle with good temperature control and an independently-controlled thermocouple nearby the tip and heater bands with sufficient output is recommended.
Hot Runner Layout
Try to achieve a close contact with your hot runner supplier and Envalior as the material supplier, to be sure that the right hot runner system is chosen.
When processing Arnitel™ with hot runners, keep in mind these basic rules:
- Central bushing heated separately
- Only use external heated system
- Manifold heated from both sides
- Tip with thermocouple in front (near gate)
- Very accurate temperature control in the gate area
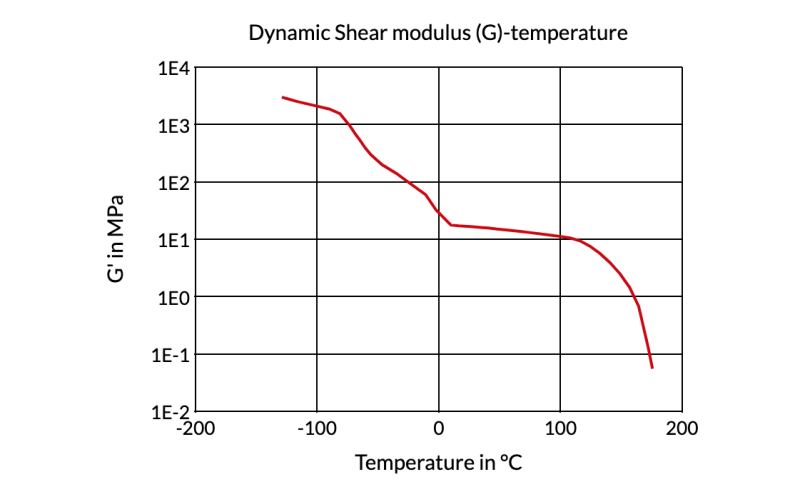
- Dynamic Shear Modulus (G)-Temperature
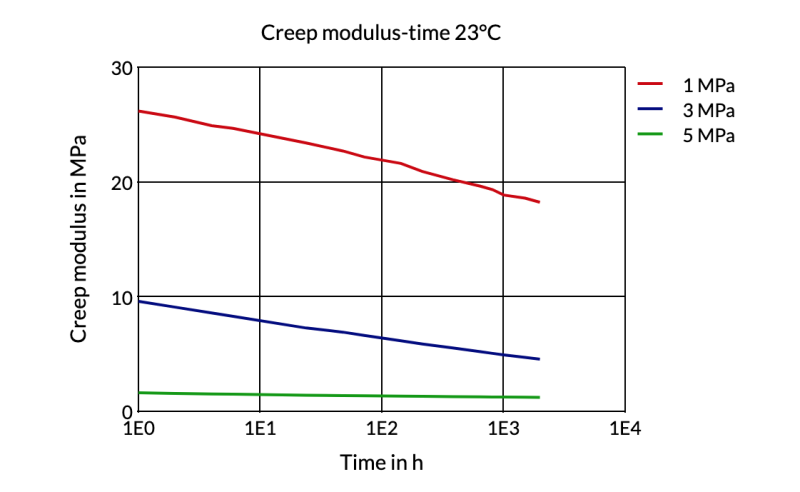
- Creep Modulus-Time 23°C
- General Processing Settings
Screw Rotation Speed
To realize a good and homogeneous melt, it is advised to set a screw rotation speed resulting in a plasticizing time that is just within the cooling time. The rotational speed of the screw should not exceed 6500 / D RPM (where D is the screw diameter in mm).
Back Pressure
Back pressure should be between 30-100 bars effective. Keep it low in order to prevent nozzle-drooling, excessive shear heating and long plasticizing times.
Decompression
In order to prevent nozzle drool after plasticizing and retracting the nozzle from the mold, a short decompression stroke can be used. However, to prevent oxidation of the melt, which may result in surface defects on the parts, it is recommended to keep this as short as possible.
Injection Speed
Moderate to high injection speeds are required in order to prevent premature crystallization in the mold during injection phase and to obtain a better surface finish. Adequate mold venting is required to avoid burning at the end of the flow path (due to diesel effect).
Injection Pressure
The real injection pressure is the result of the flowability of the material (crystallization rate, flow length, wall thickness, filling speed). The set injection pressure should be high enough to maintain the set injection speed (use set injection pressure higher than the peak pressure if possible). Tooling air vents must be effective to allow optimum filling pressure and prevent burn marks.
Holding Time
Effective holding time is determined by part thickness and gate size. Holding time should be maintained until a constant product weight is achieved.
Holding Pressure
The most adequate holding pressure is the level whereby no sinkmarks or flash are visible. A too high holding pressure can lead to stresses in the part.
Cooling Time
Actual cooling time will depend on part geometry and dimensional quality requirements as well as the tool design (gate size).
Ejection of the Part
In view of Arnitel®'s flexibility (particularly the softer types) specific attention has to be given to the mold release. Furthermore the surface of the ejection pins should be large enough to prevent damage or deformation of the part.
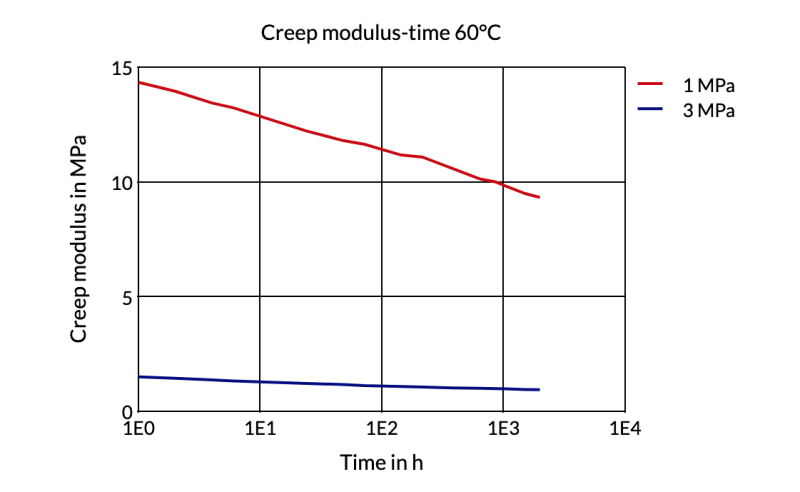
- Creep Modulus-Time 60°C
- Melt Residence Time
The optimal Melt Residence Time (MRT) for Arnitel® EM400 B-MB is < 5 minutes with preferably at least 50% of the maximal shot volume used. The MRT should not exceed 6 minutes. A formula to estimate the MRT is described below:
𝑀𝑅𝑇 = (∏D³ρ/m) * (t/60)
Whereas:
MRT = Melt Residence Time [minutes]
D = Screw Diameter [cm]
p = Melt Density [g/cm³]
m = Shot Weight [g]
t = Cycle Time [s]Please Note: In the calculation above, the hotrunner volume has not been taken into account. When a hotrunner is part of the setup, please add the hotrunner volume to the calculation.
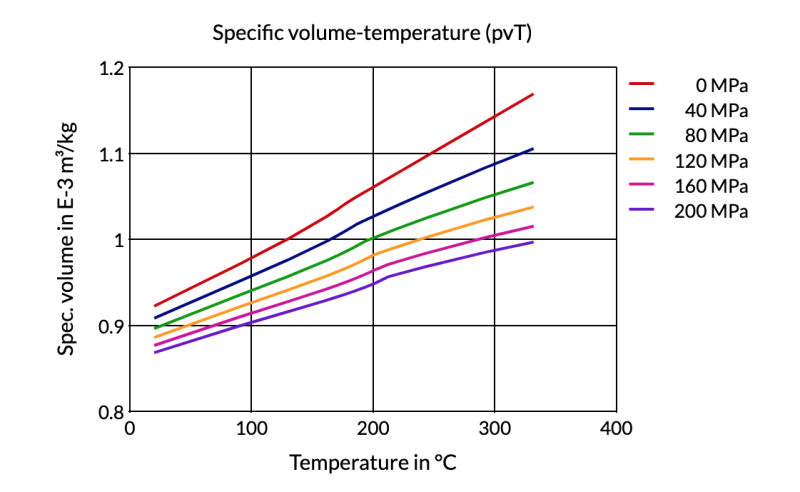
- Specific Volume-Temperature (pvT)
- Startup/Shutdown/Cleaning for Injection Molding
Production has to be started and stopped with a clean machine. Cleaning can be done with Arnitel® EM400 B-MB, applicable cleaning agents or HDPE. Hot runners can also be cleaned and put out of production cleaning them with Arnitel® EM400 B-MB.
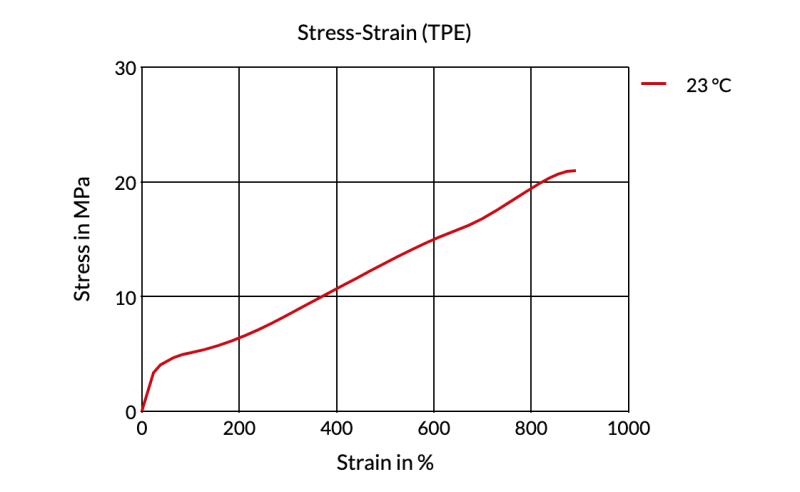
- Stress-Strain (TPE)
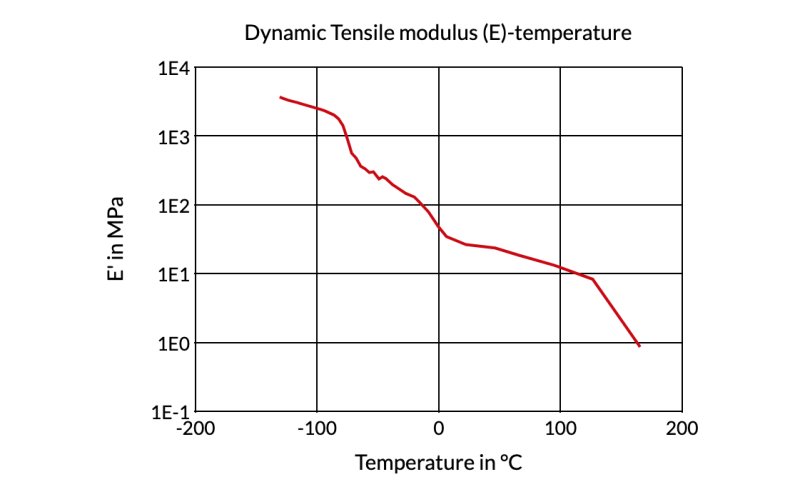
- Dynamic Tensile Modulus (E)-Temperature
- Chemical Resistance
Chemical Name Resistance Acetic acid (10% by mass) at 23°C Resistant Acetone at 23°C Resistant Ammonium hydroxide (10% by mass) at 23°C Limited Resistant, Tests Necessary To Verify
ASTM 1 at 23°C Resistant ASTM 3 at 23°C Resistant Brake fluids (DOT 3/4) at 23°C Not Resistant Calcium chloride (10% by mass) at 23°C Limited Resistant, Tests Necessary To Verify
Chloroform at 23°C Not Resistant Diethyl ether at 23°C Limited Resistant, Tests Necessary To Verify
Ethanol at 23°C Limited Resistant, Tests Necessary To Verify
Ethyl Acetate at 23°C Limited Resistant, Tests Necessary To Verify
Fuel; Diesel at 85°C Resistant Hydrochloric acid (10% by mass) at 23°C Resistant Hydrogen peroxide (30% by mass) at 23°C Limited Resistant,Tests Necessary To Verify
Nitric acid (10% by mass) at 23°C Resistant Phosphoric acid (10% by mass) at 23°C Resistant Sodium hydroxide (10% by mass) at 23°C Resistant Sulfuric acid (30% by mass) at 23°C Resistant Tetrachloroethylene at 23°C Limited Resistant, Tests Necessary To Verify
Toluene at 23°C Resistant Transformer oil at 23°C Not Resistant Trichloroethylene at 23°C Not Resistant Water at 23°C Resistant Zinc chloride (10% by mass) at 23°C Resistant
Safety & Health
- Safety
For the safety properties of the material, we refer to our SDS which can be ordered at our sales offices. During practical operation we advise to wear personal safety protections for hand/eye/body.
- Production Breaks
During production breaks longer than a few minutes, we advise emptying the barrel. The temperature of the barrel and the hot runner [if applicable] should be reduced to a level far enough below the melting point of the compound in order to stop decomposition of the compound. When the hot runner, nozzle, or even the screw is blocked, be aware that under these conditions a sudden outburst of molten material can take place. Always wear personal safety protections for hand/eye/body.
Packaging & Availability
- Packaging
Arnitel® grades are supplied in airtight, moisture-proof packaging.
Storage & Handling
- Material Handling
Storage
In order to prevent moisture pick up and contamination, supplied packaging should be kept closed and undamaged. For the same reason, partial bags should be sealed before re storage. Allow the material that has been stored elsewhere to adapt to the temperature in the processing room while keeping the bag closed.
Moisture Content as Delivered
Arnitel® grades are packaged at a moisture level < 0.05 w%.
Conditioning Before Molding
To prevent moisture condensing on granules, bring cold granules up to ambient temperature in the molding shop while keeping the packaging closed.
Moisture Content Before Molding
Arnitel® is delivered at molding moisture specification (< 0.05 w%). We advise to pre-dry to overcome the fluctuation from package to package (see drying section below). Furthermore, pre-drying is required in case the material is exposed to moisture before molding (prolonged storage or open/damaged packaging). Moisture content can be checked by water evaporation methods or manometric methods (ISO 15512).
Drying
Arnitel® grades are hygroscopic and absorb moisture from the air relatively quickly. Moisture absorption is fully reversible under the following drying conditions without compromising material quality. Preferred driers are dehumidified driers with dew points maintained between -30 and -40°C / -22 and -40°F. Vacuum driers with N, purge can also be used. Hot air ovens or hopper driers are not suitable for pre-drying Arnitel® grades; the use of such driers may result in non-optimum performance.
Moisture Content Time Temperature [%] [h] [°c] [°F] <0.05 and as delivered 3-4 100 212 >0.05-0.2 4-6 100 212 Regrind
Regrind can be used taking into account that this regrind must be clean/low dust content/not thermally degraded/dry, of same composition and similar particle size as the original material. The acceptable level of regrind depends on the application requirements (e.g. UL Yellow Card). Be aware that regrind can cause some small color deviations.