
Knowde Enhanced TDS
Identification & Functionality
- Additives Included
- Chemical Family
- Polymer Name
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
- Labeling Claims
- Materials Features
- Benefits
- Long Term Heat Resistance : Excellent stability of physical and mechanical properties at elevated temperatures thanks to high glass transition temperature of up to 280°C. Available with relative thermal indices (RTI) higher than 200°C (preliminary).
- Strength and Stiffness : Outstanding strength, stiffness and creep resistance with predictable performance up to 230°C (preliminary). EXTEM™ XH resin is approximately 50% stronger at 170°C than ULTEM™ resin. Unfilled, transparent grades are equal in strength to other thermoplastics with opacifying fillers.
- Dimensional Stability : Among the most dimensionally stable thermoplastics available, offering predictability over a broader temperature range exceeding 200°C. Filled grades offer exceptionally high-tolerance dimensional capabilities.
- Environmental Stress & Cracking Resistance : Unlike most other amorphous thermoplastics, EXTEM™ resins retain strength and resist stress cracking when exposed to automotive and aircraft fluids, aliphatic hydrocarbons, alcohols, acids as well as chlorinated solvents such as methylene chloride.
- Flammability, Smoke Generation & Toxicity : Inherently flame-retardant without the use of halogenated additives, which can pose an environmental risk. EXTEM™ resin is exceptionally difficult to ignite, with a limiting oxygen index (LOI) of 45% (preliminary). EXTEM™ resin is expected to retain the UL performance and flame, smoke and toxicity strengths of ULTEM™ resin.
- Processability : EXTEM™ resin can be processed in conventional drying and injection molding or extrusion equipment capable of running ULTEM™ resin and other high heat thermoplastics. EXTEM™ resin can be film and profile extruded, thermoformed, extrusion blow molded, extruded into stock shapes, and injection molded. Flowability can be tailored to meet customer applications through product and processing design and flows similar to ULTEM™ resins.
Applications & Uses
- Applications
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
Properties
- Mechanical Properties
- Physical Properties
- Thermal Properties
- Optical Properties
- Impact Properties
- Injection Molding
- Note
- ᵍ Measurements made from Laboratory test Coupon. Actual shrinkage may vary outside of range due to differences in processing conditions, equipment, part geometry and tool design. It is recommended that mold shrinkage studies be performed with surrogate or legacy tooling prior to cutting tools for new molded article.
- ⁷ Injection Molding parameters are only mentioned as general guidelines. These may not apply or may need adjustment in specific situations such as low shot sizes, large part molding, thin wall molding and gas-assist molding.
- ¹¹ The information stated on Technical Datasheets should be used as indicative only for material selection purposes and not be utilized as specification or used for part or tool design.
| Value | Units | Test Method / Conditions | |
| Flexural Stress (Yield, 1.3 mm/min, 50 mm span) ¹¹ | 165 | MPa | ASTM D790 |
| Flexural Modulus (at 1.3 mm/min, 50 mm span) ¹¹ | 3000 | MPa | ASTM D790 |
| Tensile Stress (Break, 5 mm/min) ¹¹ | 75 | MPa | ISO 527 |
| Tensile Strain (Break, 5 mm/min) ¹¹ | 4 | % | ISO 527 |
| Tensile Modulus (at 1 mm/min) ¹¹ | 2870 | MPa | ISO 527 |
| Value | Units | Test Method / Conditions | |
| Specific Gravity ¹¹ | 1.35 | — | ASTM D792 |
| Water Absorption (at 23°C, 24hrs) ¹¹ | 0.55 | % | ASTM D570 |
| Mold Shrinkage (flow, 3.2 mm) ᵍ ¹¹ | 1 - 1.2 | % | SABIC method |
| Melt Flow Rate (at 367°C, 6.6 kgf) ¹¹ | 10 | g/10 min | ASTM D1238 |
| Value | Units | Test Method / Conditions | |
| Vicat Softening Temperature (Rate B/50) ¹¹ | 272 | °C | ASTM D1525 |
| Heat Deflection Temperature (at 0.45 MPa, 3.2 mm, Unannealed) ¹¹ | 263 | °C | ASTM D648 |
| Heat Deflection Temperature (at 1.82 MPa, 3.2mm, Unannealed) ¹¹ | 252 | °C | ASTM D648 |
| Coefficient of Thermal Expansion (at -20°C to 150°C, flow) ¹¹ | 0.000049 | 1/°C | ASTM E831 |
| Coefficient of Thermal Expansion (at -20°C to 150°C, xflow) ¹¹ | 0.000053 | 1/°C | ASTM E831 |
| Value | Units | Test Method / Conditions | |
| Abbe Number ¹¹ | 17.6 | — | ISO 489 |
| Light Transmission (at 1 mm and 850 nm) ¹¹ | 82 | % | ASTM D1003 |
| Refractive Index (at 1350 nm) ¹¹ | 1.649 | — | ISO 489 |
| Refractive Index (at 850 nm) ¹¹ | 1.663 | — | ISO 489 |
| Value | Units | Test Method / Conditions | |
| Izod Impact (Unnotched, at 23°C) ¹¹ | 900 | J/m | ASTM D4812 |
| Izod Impact (Notched, at 23°C) ¹¹ | 50 | J/m | ASTM D256 |
| Izod Impact (Unnotched, 80*10*4, at 23°C) ¹¹ | 33 | kJ/m² | ISO 180/1U |
| Izod Impact (Notched, 80*10*4, at 23°C) ¹¹ | 2.5 | kJ/m² | ISO 180/1A |
| Value | Units | Test Method / Conditions | |
| Drying Temperature ⁷ | 175 | °C | — |
| Drying Time ⁷ | 6 - 8 | Hrs | — |
| Drying Time (Cumulative) ⁷ | 24 | Hrs | — |
| Maximum Moisture Content ⁷ | 0.02 | % | — |
| Melt Temperature ⁷ | 385 - 415 | °C | — |
| Nozzle Temperature ⁷ | 385 - 410 | °C | — |
| Front - Zone 3 Temperature ⁷ | 390 - 410 | °C | — |
| Middle - Zone 2 Temperature ⁷ | 390 - 405 | °C | — |
| Rear - Zone 1 Temperature ⁷ | 380 - 400 | °C | — |
| Intake Throat temperature ⁷ | 70 - 100 | °C | — |
| Mold Temperature ⁷ | 175 - 220 | °C | — |
| Back Pressure (Plastic Pressure) ⁷ | 5 - 10 | MPa | — |
| Screw Speed (Circumferential speed) ⁷ | max. 0.2 | m/s | — |
| Shot to Cylinder Size ⁷ | 40 - 70 | % | — |
| Vent Depth ⁷ | 0.025 - 0.076 | mm | — |
Technical Details & Test Data
- EXTEM™ Resin Impact of Reflow Soldering & Hydro Aging
Key characteristics of the EXTEM™ RH1016UCL resin based optical interconnect that SABIC tested for real life assembly and exposure to moisture:
- 4 Rx and 4 Tx lens array on bottom and front with 250 μm spacing
- Total internal reflection to front and bottom lenses
- Front MPO fiber connection
- Dimensions: 4.3 x 8.9 x 2.1 mm (W x L x H)
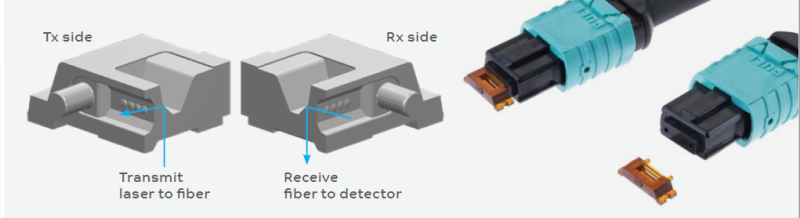
The connector was micro-molded and then exposed to several treatments:
- Reflow Soldering according JEDEC 260°C (3 x)
- Hydro aging according Telcordia
The connector was assembled to a PCB and aligned with laser and detector to measure signal loss of all 8 channels in dB before and after these exposures.
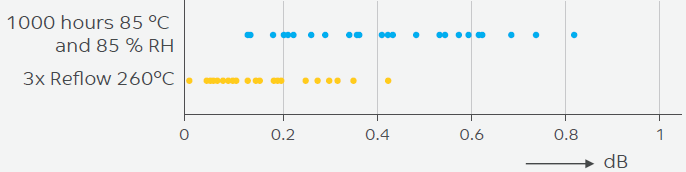
Key test results using 5 parts are shown in the graph above.- After 3 times reflow, the optical interconnects show no blistering while maximum signal loss was only 0.4dB.
- Hydro aging for 1000 hours did not result in haziness or any other visual defect, and signal loss did not exceed 1 dB.
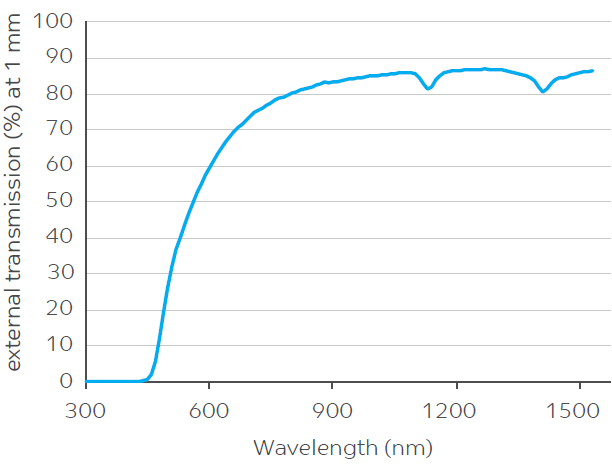
- External Transmission of EXTEM™ RH1016UCL Resin
EXTEM™ RH series high near IR light transmission may be used in optical sensor applications in various wavelengths. Time of flight lenses for collimating both emitting and receiving light can be produced with EXTEM™ RH series resin. The use of antireflective coatings enables an even higher transmission if required for a specific application.
EXTEM™ RH resin offers key advantages versus glass such as design freedom, part integration and is easy scalable, with cost-efficient production by multi cavity micro molding. Often JEDEC reflow soldering at 260°C is required during the sensor assembly process and EXTEM™ RH series do offer this unique capability.
External Transmission of EXTEM™ RH1016UCL Resin
- Zemax Opticstudio® Parameters For EXTEM RH1016UCL Resin
Sellmeier Dispersion Equation for Refractive Index
n2-1 = (B1λ2 / λ2-C1) + (B2λ2 / λ2-C2) + (B3λ2 / λ2-C3)
Constants of Sellmeier Dispersion Formula
B1 0.56262 B2 0.56145 B3 0.56329 C1 0.03324 C2 0.03264 C3 0.03307 Temperature Dependence of Refractive Index
Δnabs= (n2-1 / 2n) [D0ΔT + D1ΔT2 + D2ΔT3 + (E0ΔT + E1ΔT2 / λ2 - λ2tk)]
Constants of Dispersion dn/dT
Do -1.78×10-4 D1 5.42×10-8 D2 2.89×10-10 Eo 1.13×10-5 E1 -1.98×10-7 λtk 0 - These constants are valid for a temperature range from 30°C to 120°C and from 0.5 to 1.7 μm.
- Dispersion formula returns a valid refractive index between 0.4 and 1.7 μm.
- Adhesives For Industrial Assembly Of EXTEM™ Resin
- In the assembly of optoelectronics packages adhesives play a key role to bond lenses and substrates. Using mainstream assembly techniques for the mass production of optical modules, SABIC tested a wide range of adhesives in collaboration with DELO. This includes transparent, low-outgassing, and tension-equalizing adhesives to compensate for thermal expansion differences between EXTEM™ resin and substrates.
- All the tested adhesives are light fixable, suitable for heat curing (130ºC), and perform well with die shear higher than 20N.
- The test specimen is EXTEM™ resin lenses (4*2*0.6mm) with an adhesive area of 8mm2. Average bond line thickness is maintained at 10 to 100 μm and after curing the assemblies are exposed to solder reflow conditions* and 1000 hours of hydro-aging**.
- * according industry standard JEDEC J-STD-020A (3 x 260°C)
- ** 85 °C and 85 % RH
Adhesives Suitable For Extem Rh Series Based Optical Components
DELO INDUSTRIAL Adhesives Substrate Optics Curing method DELO DUALBOND® OB786 FR4 Translucent Light/Heat DELO DUALBOND® OB749 FR4 Translucent Light/Heat DELO DUALBOND® SJ2718 FR4 Opaque Heat (Light fixable)
DELO DUALBOND® LT2208 Ceramics Opaque Heat (Light fixable)
DELO DUALBOND® AD761 Ceramics Transparent Light/Heat - Anti-Reflective Coatings To Improve EXTEM™ Resin Optical Transmission
Anti-reflection coatings (ARC) reduce first-surface reflection losses, improve contrast and boost the transmission through the optical surface. By applying these coatings on EXTEM™ resin, more light is transmitted through the lenses, enabling a higher sensitivity for optical sensors or lower signal losses for fiber optical connectors.
SABIC has worked with multiple manufacturers to test anti-reflective coatings for EXTEM™ resin. Plaques of 1 mm thickness successfully passed solder reflow conditions* and 2000 hours of hydro-aging**. The anti-reflective does not show any cracking.
- * according industry standard JEDEC J-STD-020A (3 x 260 °C)
- ** 85 °C and 85 % RH
EXTEM™ RH1016UCL Resin Optical Transmission Improvement Using Anti-Reflective Coating (ARC)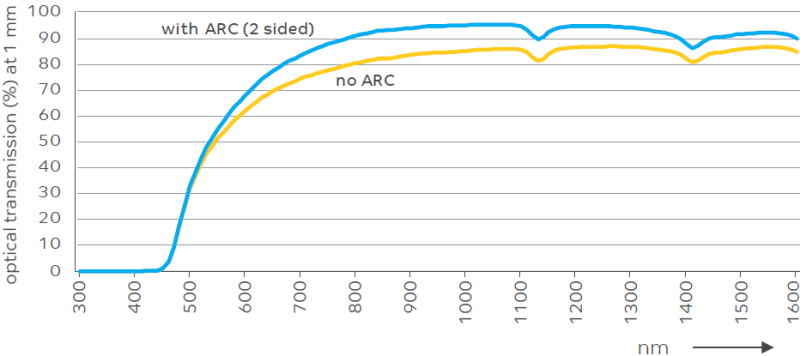
- SABIC's Part Design To Production Process
SABIC does not only offer resins but also provides design support and conducts performance testing following industry-specific standards.
- Optical constants for modeling and pre-design: Our optical resins are listed in the Zemax® Optic Studio database.
- Thermo-optic coefficients
- Internal optical transmission data
Refractive Index By °C, EXTEM™ RH1016UCL Resin
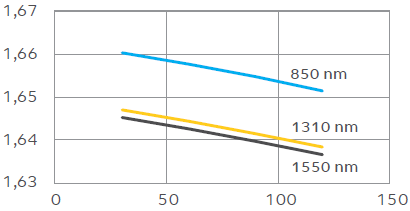
- Mold design for manufacturability: Validate optical replication and dimensional positioning
- Part Capability and Fill Design
- Flow and Stress Optimization to reduce Birefringence
- Part Production and Lens Analysis
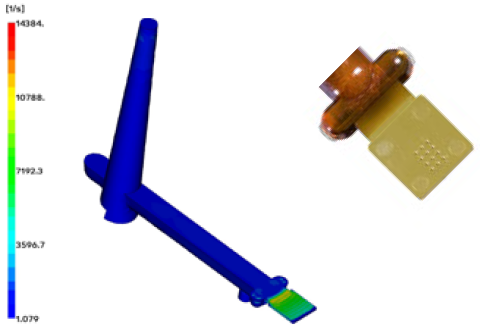
Example of a Shear Rate Analysis on a 4X3 Lens Test Array (0.3 mm Thickness)
- Micro Molding for Research: Selected to match customer capabilities:
- Arburg 370A
- Sumitomo SE30EV
- Shot weight capabilities: 0.05 g to 9.5 g
- Complex light manipulation capabilities:
- Injection molding replication techniques for diffractive optics
- Metallization to integrate reflective and transmissive optics
- Optical constants for modeling and pre-design: Our optical resins are listed in the Zemax® Optic Studio database.
Packaging & Availability
- Regional Availability