
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- CASE Ingredients Functions
- Plastics & Elastomers Functions
- Technologies
- Product Families
- Process
Electrostatic coating
Features & Benefits
- Labeling Claims
- CASE Ingredients Features
- Materials Features
Applications & Uses
- Applications
- Coating Type
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
- Comparison of Application Methods
Electrostatic
CoatingRotolining Sheet Lining Injection,
TransferThickness ~1mm ~2 – 5 mm ~2 – 4 mm ~2 – 4 mm Seam Seamless Seamless Has seam Seamless Labor requirements Hand operation Automatic Hand operation Automatic Size limitations Suitable for various size
applicationSuitable for various size
applicationUnsuitable for small
applicationsUnsuitable for large
applicationsShape Suitable for various
shapesSuitable for various
shapesUnsuitable for complex
shapesSuitable for various
shapesAdhesion properties Good adhesion Good adhesion Requires bonding agent No adhesion - Usage
Hard coat
Properties
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Electrostatic Coating
The electrostatic costing application process includes three steps: pretreatment, coating, and baking. During the coating process, the ETFE powder is atomized, then negatively charged while the part to be coated is electrically neutral. The sprayed powder particles are thus attracted to the surface. After application of the coating, a baking step is necessary.
- Processing Considerations
Grade selection
Generally, larger particle size powder grades are suitable for thicker layer film whereas smaller particle size is suitable for thinner layer film.
Substrate preparation
- Bake at 350°C for 1 hour
- Surface roughening
Preheating
- 320°C for 30 minutes
Electrostatic application
- Voltage = 30 to 90 kV (30 – 40 kV most common)
- Thickness per layer depends on grade
- Dry, oil-free compressed is required
Baking (per layer)
The ideal baking conditions depends on the substrate material, size, shape and film thickness. Higher temperature may lead to better adhesion between metal and coated film, however thisshould be balanced with polymer degradation. It is very important to find the best condition for each application. Recommended starting points
- ETFE: 290 to 340°C for 20 to 40 minutes
- LM-ETFE: 260 to 300°C for 15 to 25 minutes
- Carbon Fiber Grades Considerations
- ZL-520N contains 20 weight % carbon fiber which results in a slightly rough surface. An intermediate coating of ZL-521N (5% weight % carbon fiber) and a top coat of Z885A or TL081 are recommended in order to achieve a smooth surface.
- At room temperature, the achievable thickness for a single coating of ZL-520N is 100–150 mm. If the base material is preheated to 200°C, the single-coating thickness is 150–200 mm: to build up a multilayer coating, up to a maximum of about six applications are possible. Additional applications are not recommended because the resin is susceptible to degradation.
Film Thickness Available Grades 50 – 200 microns Z-8820X, Z-885A 100 – 1000 microns TL-081 500 – 1000 microns ZL-520N, ZL-521N, TL-081, LM-2150 2000 microns TL581 - Substrate Surface
- The substrate material is not restricted to metal and it is practical to coat glass, ceramic, or other substances that are able to withstand heating to a temperature of 290 – 340°C.
- At corners, the film thickness shrinks during hardening. Corners of the base material should be rounded as listed below.
Deposited Film Recommended corner rounding Thin film coating More than R 1 0.4 – 1.0 mm coating Concave, more than R 3
Convex, more than R 5- It is necessary to carry out presmoothing of any noticeable protrusions, such as flashing and welding, or concavities, etc. This is for the same reasons stated above.
- Because of the greater resilience to static electricity of fibrous base materials of 1 – 3 mm in diameter, it is usually difficult to apply thicker electrostatic coatings beyond the range of 50 – 70 mm.
- If coatings of up to 150-mm are required, fluid dip coating is recommended.
- Substrate Surface Preparation
To improve the adhesion of the coating film and to ensure that the coating of the part performs adequately, surface preparation is necessary to remove any surface contamination and to roughen the surface of the part. Surface preparation methods and
conditions should be based on the substrate material and form of the part.Examples of substrate surface preparation methods are provided below.
Steel (thick coating)
Baking to remove oil impurities 350 – 400°C Sand Blasting Sand: 60 mesh pass
Pressure: 0.3 - 0.7 MPaSurface Roughness 50 - 90 micron Stainless steel, aluminum (30–50 mm thin film)
Baking to remove oil impurities 350 – 400°C Sand Blasting Sand: 100 mesh pass
Pressure: 0.3 - 0.7 MPaSurface Roughness 10 - 30 micron Copper, Copper alloy
Copper & copper alloys are covered with fragile mill scale during processing. Then they have to be plated by another metal, or be
treated as follows:Copper sulfide coating
- Dip the substrate in the recommended solution below for 5 minutes, and wash by water.
- 1%: Potassium Persulfate
- 4%: Caustic Soda
- 95%: Water
Glass
Treatment by silane coupling agent is effective for good adhesion between glass and Fluon® ETFE coated layer.
- Cleaning
- Dipping in 36% aqueous HNO3 at 60 C, for 2 hours.
- Dipping in 1%-silane coupling agent (solvent: ethanol) for 24 hours. Silane coupling agent: A-1120 ( Union Carbide Co.)
- Drying
- Coating Inspection
It is recommended to perform a final inspection of the ETFE film formed by method similar to the testing method for PTFE film, such as the film thickness evaluation, pinhole test, Erichsen test, corrosion resistance test, etc., depending on the application.
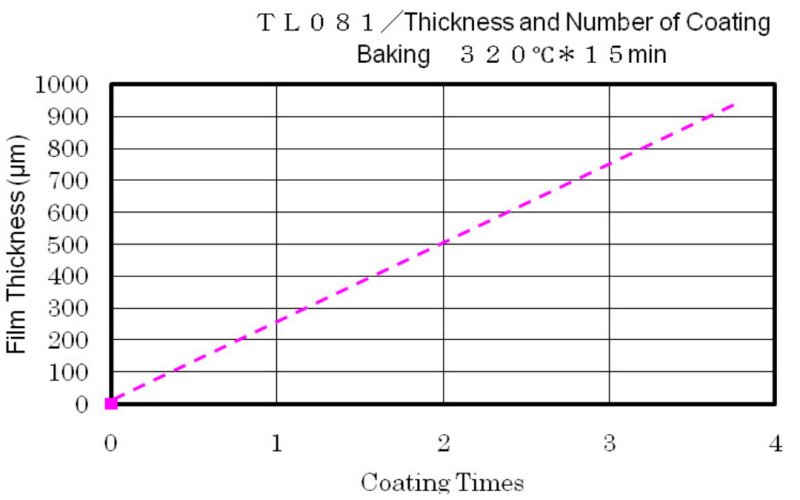
- Electrostatic Coating Example
Substrate
304 Stainless Steel, 100 mm length x 100 mm width x 1.5 mm thickness
ETFE PowderFluon® ETFE TL-081
Process:
Substrate preparation
- 350°C for 1 hour to remove impurities
- Sand blasting using 24 mesh alumina
Preheating
- 320°C for 30 minutes
Electrostatic coating
Baking
- 320°C for 15 minutes
Inspection and results
Safety & Health
- Safe Handling Information
The properties of Fluon® ETFE are not impacted by storage time. Storage and handling facilities should be designed to minimize contact with airborne contamination and the formulation of condensation on the resin. Fluoropolymers are not hydroscopic and will not typically need to be dried prior to use. However, masterbatches used to pigment fluoropolymers may contain materials that do absorb water and should be dried prior to use.
Storage & Handling
- Handling Precautions
- Heating Fluon® and Fluon+™ products in excess of 750°F (399°C) can produce toxic fumes. It is, therefore, necessary to provide local exhaust ventilation in areas where Fluon® products are exposed to high temperatures. Avoid breathing fumes or contaminating smoking tobacco with fumes, powder, or dust.
- Thermal decomposition of this product will generate hydrogen fluoride, which is corrosive. Corrosion resistance materials are required for prolonged contact with molten resin.
- For additional information and handling instructions read AGC Chemicals Americas, Inc. Material Safety Data Sheet. It is also recommended that the user consult the latest edition of the “Guide to the Safe Handling of Fluoropolymer Resins” published by the Fluoropolymers Division of the Society of the Plastics Industry (SPI) for important handling and ventilation recommendations. Both publications are available from your AGC Chemicals Americas representative.