
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Polymer Name
- CASE Ingredients Functions
- Plastics & Elastomers Functions
- Technologies
Features & Benefits
- Labeling Claims
- CASE Ingredients Features
- Materials Features
- Features of LH-8000
- The lowest melting point in the LM-ETFE Adhesive materials (180ºC vs. 240ºC)
- Wide range of processing temperatures between the melting point of 180ºC and the onset of degradation at 395 ºC
- Excellent adhesion to other materials, such as polyamides, polyethylenes, or metals
- Corrosive off-gas levels at melt processing are very low
- Equivalent mechanical, chemical resistance, electrical, and non-stick properties to conventional ETFE resins
- High transparency, low mold shrinkage
Applications & Uses
- Applications
- Compatible Polymers & Resins
- Compatible Substrates & Surfaces
- Plastics & Elastomers End Uses
- Plastics & Elastomers Processing Methods
- Potential Applications of LH-8000
- Chemical tubing
- Sealing layer for LIB aluminum laminates
- Film for steel plate laminates
- Rope lighting
- Multi-layer monofilament
- Air hose
- Chemical bags
- Rubber hose mandrels
- Hot water hose
- Multilayer chemical storage containers
- Interlayer insulation film for electronic substrates
- Statement of Use
The Fluon® and Fluon+™ products are manufactured and sold for industrial applications. The purchasers are responsible for confirming whether the product quality is appropriate for their applications.The product is not designed for special application such as pharmaceutical or medical use. Not all grades are appropriate for end products or materials for substances that come in contact with food. For the latest information, contact our representatives. Carefully examine how to handle the products stated in this material with reference to our Safety Data Sheet (SDS).
Properties
- Typical Properties
| Value | Units | Test Method / Conditions | |
| Dielectric Constant (at 1 MHz) | 2.5 | — | ASTM D150 |
| Dissipation Factor (at 1MHz) | 0.0093 | — | ASTM D150 |
| Flexural Modulus | 970 | MPa | ASTM D790 |
| Hardness | 65 | — | Shore D |
| Izod Impact Strength (at 23°C,Notched) | Non Break | J/m | ASTM D256 |
| Melting Point | 180 | ºC | DSC |
| MFR | 4 | g/10 min | ASTM D1238 (230ºC,21.2N) |
| MIT Folding Endurance | 1.0 x 10⁵ | Cycles | ASTM D2176 |
| Specific Gravity | 1.75 | — | ASTM D792 |
| Specific Heat | 1.2 | kJ/(kg•K) | — |
| Tensile Elongation (at Break) | 460 | % | ASTM D638 |
| Tensile Strength (at Break) | 48 | MPa | ASTM D638 |
| Volume Resistivity | min. 10¹⁷ | Ω-cm | ASTM D257 |
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- Example of Processing Conditions with LH-8000 (1)
An example of the processing conditions for a co-extrusion two-layer tube of PA12 / LH-8000 is shown below.
Composition Extruder temperature Co-extrusion die
temperatureC1 C2 C3 C4 Hd Ad D1 D2 D3 Outer Layer PA12 190 °C 200°C 210°C 220°C 220°C 220°C 240°C 240°C 240°C Inner Layer LH-8000 190 °C 200°C 210°C 220°C 230°C 230°C 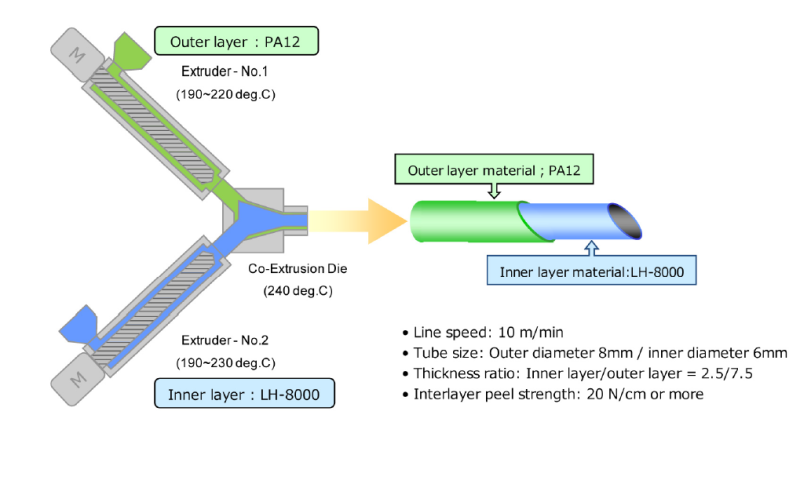
Example of Molding Conditions with LH-8000 (2)
An example of the processing conditions for LH-8000/Al laminated foil is shown below.
Composition Extruder temperature Roll temperature C1 C2 C3 C4 H A Nip roll temperature LH-8000 190 °C 200 °C 210 °C 220 °C 230 °C 230 °C 200 °C 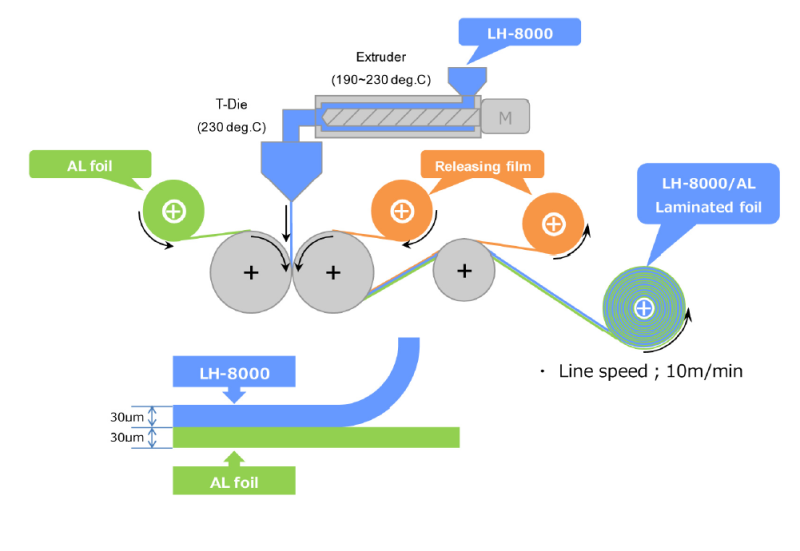
- Technical information
The information and data stated in this material (and any information and data provided to customers) are based on actual data obtained from reliable sources and should not be considered as guaranteed values for matters not stated in this material. We hereby disclaim any warranties, whether express or implied, regarding this material. The user is responsible for complying with all relevant laws and regulations irrespective of whether stated in this material or not. The provision of this material does not grant a license to any patents, trademarks, or licenses for those products, or any licenses to other intellectual properties.
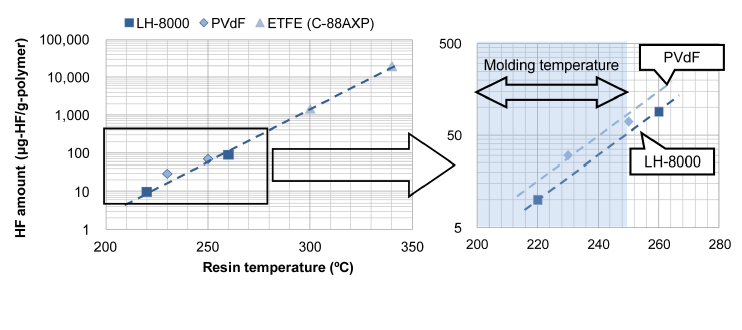
- HF generation amount under molding temperature
The charts below show fluoropolymers being held at different temperatures for 1 hour. The amount of HF generated was analyzed. The results show that Fluon+ LM-ETFE Series LH-8000 gave off less HF than PVdF.
Cleaning procedure for extruder after LH-8000 molding
1. Purge extruder using high density polyethylene (HDPE) immediately after using Fluon+ LM-ETFE LH-8000. Do not leave Fluon+
LM-ETFE sat in the extruder for any length of time.
2. Observe the HDPE extrudate 10 minutes after initial purge, ensuring no LH-8000 remains. The extrudate should be white, any
transparent areas indicate LH-8000 is still present.
3. Purge with HDPE until there are no traces of LH-8000, then stop extruder.
4. Disconnect die and screw, then remove resin quickly with brush or scraper. If extruder is Hastelloy™ use copper or brass, brush
or scraper.
5. Urea resin blast is recommended to remove persistent resin from tooling
Storage & Handling
- Storage Conditions and Handling Precautions
All Fluon ETFE grades should be stored in clean and dry conditions. No special pre-heating or conditioning is required. As with most fluoropolymers, care is needed when heating ETFE pellets and local exhaust ventilation is required. Please refer to our Safety data sheets (SDS) for guidance.