
Knowde Enhanced TDS
Identification & Functionality
- Chemical Family
- Chemical Name
- CASE Ingredients Functions
- Cosmetic Ingredients Functions
- Fluids & Lubricants Functions
- Plastics & Elastomers Functions
- CAS No.
- 112926-00-8
- EC No.
- 601-214-2
- Technologies
- Product Families
Features & Benefits
- Benefit Claims
- Labeling Claims
- CASE Ingredients Features
- Fluids & Lubricants Features
- Materials Features
- Product Features
- Hydrophobic component for thickening and reinforcement of RTV-1 pack silicone sealants
- Improves shelf-life of silicone sealants
- Water-resistant, for thickening and hydrophobicity of liquid systems
- Rheology control of (complex) liquid systems
- Improvement and maintenance of free flow and anti-caking characteristics of powders
- Due to large surface area improved thickening and thixotropic effect as well as transparency
Applications & Uses
- Applications
- Application Format
- Compatible Polymers & Resins
- Fluids & Lubricants Type
- AP/Deo Applications
- Fluids & Lubricants End Use
- Plastics & Elastomers End Uses
- Cable Gel Applications
Use of AEROSIL® fumed silica for cable gels gives excellent performance when it comes to shear-thinning, providing quick recovery and the gel does not require heat to be applied. AEROSIL® fumed silica improves properties of oil-based filling compounds for wire and cables to protect fibers (e. g. optical fibers) as it:
- Supports to isolate sensitive optical fi bers from external forces
- Protects the fi bers from moisture
- Provides thickening to help the gel to stay where it is placed
- Helps to form a seal to keep out contaminants like dust, dirt and water
- Is non-conductive / does not negatively infl uence di-electrical properties
- Lubricating Grease Applications
The use of AEROSIL® fumed silica is recommended for lubricating greases used in industrial applications, automotive, electrical as well as food grade.
- Electrical - Offers rheology control as well as water resistance.
- Industrial - Offers rheology control as well as excellent oxidation resistance against water and chemicals.
- Automotive - Offers rheology control as well as excellent oxidation resistance against water and chemicals.
- Food - Hydrophilic AEROSIL® are generally recognized as safe (GRAS; direct food contact). Offers rheology control as well as water resistance.
- AEROSIL® Fumed Silica in Lubricating Greases
AEROSIL® fumed silica helps to build a stable matrix to increase viscosity and suppress oil separation in lubricating greases. It can be used in the following systems:
- In non-soap greases, used in high-temperature applications up to 230° C as well as for extreme-pressure and multipurpose greases.
- In soap greases, thickened by fatty acid soaps of lithium, calcium, sodium or aluminum, AEROSIL® fumed silica can be used to further improve the performance of the lubricating grease.
- Hydrophilic fumed silica provides optimized thickening effects in non-polar oils.
- Hydrophobic fumed silica provides viscosity control and increased water repellency in semi-polar to polar oils.
- The surface area of the silica and the volume fraction of the silica in the fi nal mass play a role in the long term storage and heat stability.
Properties
- Appearance
- Fine white powder, Fluffy white powder
- Physico-Chemical Properties
- Note
1 - According to DIN 9277
² - According to DIN EN ISO 787/11, JIS K 5101/20 (not sieved)
3 - According to DIN EN ISO 787/2, ASTM D 280, JIS K 5101/23
4 - According to DIN EN ISO 3262-20, ASTM D 1208, JIS K 5101/24
5 - According to DIN EN ISO 787/9, ASTM D 1208, JIS K 5101/26
6 - According to DIN EN ISO 787/18, JIS K 5101/22
7 - Based on dried substance (2 hours at 105 °C)
8 - Based on ignited substance (2 hours at 1000 °C)
9 - Special moisture-protective packaging
10 - in water: methanol = 1:1
11 - HCI-content is a part of ignition loss
12 - Packaging of densed material: 20 kg- Note
* ex plant
** Narrower pH possible, depending on region.
- Physico-chemical Properties of Silica Products
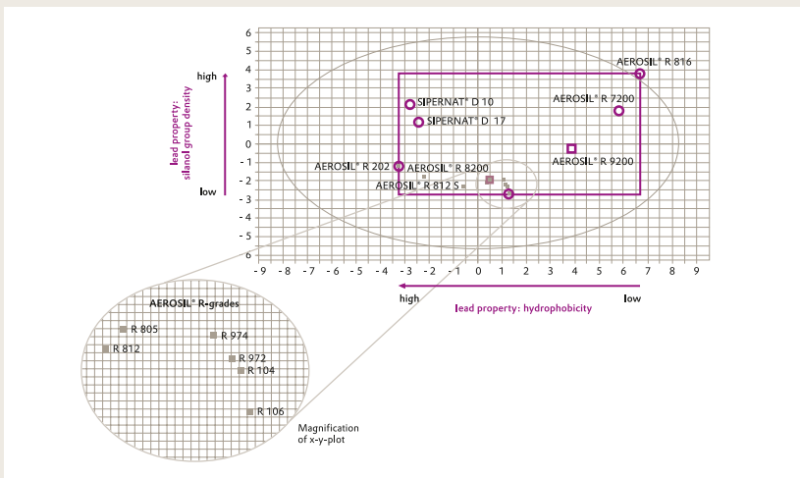
Evonik offers a broad range of surface treated silica products, which are either based on SIPERNAT® precipitated silica or AEROSIL fumed silica. Based on the properties of the hydro- philic starting material and different surface treatment agents applied in the surface treatment process, these products vary in their physico-chemical properties, for example, specific surface area (BET), surface silanol group density, methanol- wettability and C-content'. The two-dimensional diagram shown in Figure 1 was created based on these physico-chemical data. While positioning of a silica type on the x- axis is predominantly influenced by its hydrophobicity (lead property 1), its positioning on the y-axis is mainly determined by its surface silanol group density (lead property 2). Throughout this technical brochure, the silica grades investigated have the same relative position within the square.
Figure 1 Graphic depiction of the physico-chemical properties of the evaluated hydrophobic AEROSIL®- and SIPERNAT®- grades.
| Value | Units | Test Method / Conditions | |
| Unit Weight (Netto) | 10 | kg | — |
| HCI Content⁸,¹¹ | max. 0.100 | wt % | — |
| TiO₂ Content⁸ | max. 0.030 | wt % | — |
| Fe₂O₃ Content⁸ | max. 0.010 | wt % | — |
| Al₂O₃ Content⁸ | max. 0.050 | wt % | — |
| SiO₂ Content⁸ | min. 99.8 | wt % | — |
| Carbon Content | 0.7 - 1.3 | wt % | — |
| pH Value⁵ (4%, Aqueous dispersion) | 3.7 - 4.7 10 | wt % | — |
| Loss on Ignition⁴,⁷ (2h at 1000°C) | max. 2.0 | wt % | — |
| Loss on Drying³ (2h at 105°C, when leaving the plant) | max. 0.5 | wt % | — |
| Tamped Density² | 50 | g/l | — |
| BET Surface Area (BET¹) | 150 - 190 | m²/g | — |
| Behavior Towards Water | Hydrophilic | — | — |
Regulatory & Compliance
- Certifications & Compliance
Technical Details & Test Data
- AEROSIL® Fumed Silica
- AEROSIL® fumed silica is a highly dispersed, amorphous, very pure silica manufactured by high-temperature hydrolysis of silicon tetrachloride in an oxyhydrogen gas flame. The primary particles formed in the AEROSIL® process are virtually spherical and free of pores.
- During the formation of the primary particles, aggregates are formed which further accumulate into agglomerates. Under shear, these agglomerates can be returned back into smaller aggregates.
- Siloxane and silanol groups are found on the surface of the AEROSIL® particles. This latter type of functional group in particular is responsible for the hydrophilic behaviour of untreated AEROSIL®. Figure shows the surface groups of hydrophilic AEROSIL® grades.
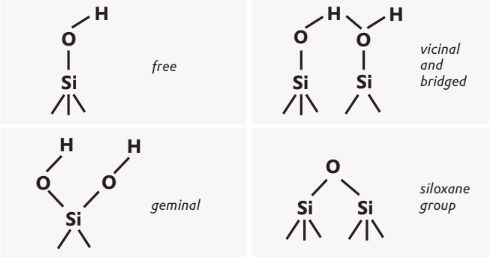
Surface groups of hydrophilic AEROSIL® grades.
- AEROSIL® fumed silica can be modified by reacting the silanol groups with suitable compounds such as silanes. For example AEROSIL® R 972 is obtained by reaction with dimethyldichlorosilane; this product exhibits chemically bound dimethyl- silyl groups on its surface and can no longer be wetted into water - in other words, it is hydrophobic.
- Figure below provides a summary of these and highlights the difference between them and hydrophilic AEROSIL® grades according to the schematically represented surface groups. All hydrophobic AEROSIL® grades bear the suffix "R" to indicate their water- repellent character.
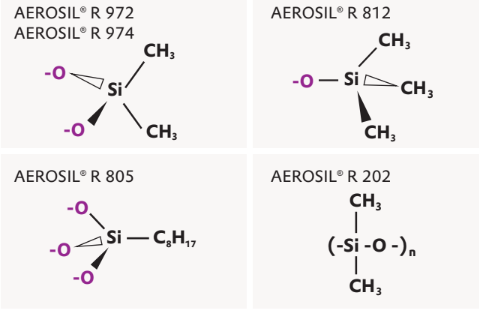
Surface groups of hydrophobic AEROSIL® grades.
- Test Methods
- AEROSIL® fumed silica is a highly dispersed, amorphous, very pure silica manufactured by high-temperature hydrolysis of silicon tetrachloride in an oxyhydrogen gas flame. The primary particles formed in the AEROSIL® process are virtually spherical and free of pores.
- During the formation of the primary particles, aggregates are formed which further accumulate into agglomerates. Under shear, these agglomerates can be returned back into smaller aggregates.
- Siloxane and silanol groups are found on the surface of the AEROSIL® particles. This latter type of functional group in particular is responsible for the hydrophilic behavior of untreated AEROSIL®. Figure shows the surface groups of hydrophilic AEROSIL® grades.
Surface groups of hydrophilic AEROSIL® grades.
- AEROSIL® fumed silica can be modified by reacting the silanol groups with suitable compounds such as silanes. For example AEROSIL® R 972 is obtained by reaction with dimethyldichlorosilane; this product exhibits chemically bound dimethyl- silyl groups on its surface and can no longer be wetted into water - in other words, it is hydrophobic.
- Figure below provides a summary of these and highlights the difference between them and hydrophilic AEROSIL® grades according to the schematically represented surface groups. All hydrophobic AEROSIL® grades bear the suffix "R" to indicate their water- repellent character.
Surface groups of hydrophobic AEROSIL® grades.
- Sedimentation Stability of Defoamer Formulations
To prepare the model defoamer formulations, 2 weight-% each of the silica products listed above were incorporated in a mixture consisting of polyethersiloxane (38 weight-%, TEGO 5861, Evonik Goldschmidt GmbH and mineral oil (60 weight-%, ONDINA® 913, Shell). For incorporation of the silica we used a rotor-stator system Ultra-Turrax® at 10.000 rpm for 1 minute. The quality of dispersion and the sedimentation stability of the defoamer formulations obtained was recorded at intervals of 7, and 31 days and 6 months by means of a) microscopic evaluation and /or b) rheological measurements (see Figure 2 and 4) and subsequently visual inspection.
Figure 2 Methods used for evaluation of the dispersion and sedimentation stability of the model defoamer formulation a Microscopy for checking the quality of the dispersion b Rheology for viscosity measurements
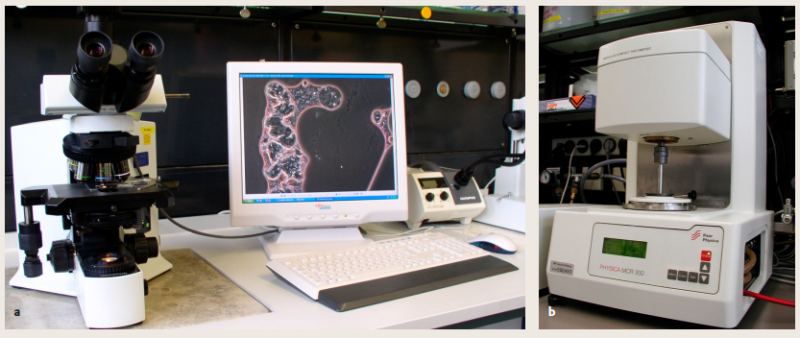
Figure 3 Sedimentation stability of hydrophobic AEROSIL* and SIPERNAT® containing model defoamer formulations. The higher the number of an isoline, the more stable the model defamer formulation is expected to be against settling. The relative position of the black dots in this and the following figures represent the same silica grades as shown in Figure 1
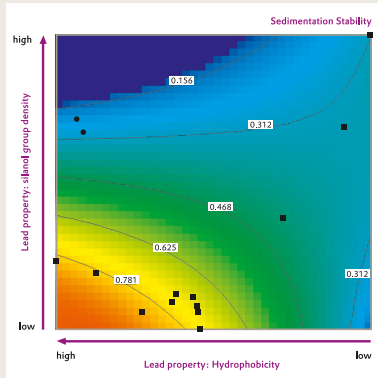
On the other hand, the rather hydrophobic precipitated silica products SIPERNAT® D 10 and SIPERNAT® D 17, the structure modified fumed silica grades AEROSIL* R 9200 and AEROSIL R 7200, and the slightly hydrophilic AEROSIL* R 816 are located in the upper (green and blue colored) part of the diagram in Figure 3. They are therefore not expected to have sufficient sedimentation stability in the tested model defoamer formulation. Combinations of precipitated and fumed silica may improve the stability of the formulation considerably; however, this is beyond the scope of this brochure and will be explored in the future.
Every black dot represents the same silica grade as shown in Figure 1. The higher the number of an isoline, the more stable the respective model defoamer formulation is expected to be against settling. For example, a silica grade positioned in the red or yellow area means that the model defamer it is based on should have very good or good sedimentation stability. The following hydrophobic AEROSIL* fumed silica products were actually found to have good or very good sedimentation stability:- Testing the Sedimentation Stability
In general, particles that are larger than 1 micrometer are strongly inclined to settle down provided that their density is larger than that of the dispersion medium. The reason is that Brownian motion, which is universally present, is significantly smaller than gravitational forces in the micrometer range. From this it follows that hydrophobic SIPERNAT® is normally prone to settle in nonpolar dispersion media, that is, dispersions of defoamer silica in oils. Besides the viscosity of the system the rate of sedimentation greatly depends on the particle size and concentration of the settling particles, the sedimentation rate generally being smaller at higher concentrations. There are generally two different approaches to formulating a suspension that is sufficiently sedimentationstable under the given conditions. First, it is possible to influence the rate of sedimentation directly through the viscosity of the dispersion medium, that is, the continuous phase. This is based on the fact that the sedimentation rate drops as the viscosity rises. However, application technology constraints often greatly reduce the latitude for this approach. A second, more general option is to selectively impart a gel-like structure upon the suspension by adding suitable additives. This means that the dispersion behaves like a gel at rest but has relatively low viscosity when it flows due to external forces imposed (stirring, pumping, etc.). It is thus possible to prevent or at least greatly reduce the undesired phase separation of defoamer dispersions by adding an AEROSIL® product. The effect of the AEROSIL® product is based on the formation of a three-dimensional physical network with viscoelastic properties based on hydrogen bonds.
Rheologically speaking, a yield point is formed. It is possible to make a rough estimate of the amount of AEROSIL® product needed to stabilize the dispersion against sedimentation, provided that the size of the settling particles, their density ρ, and the yield point τy of the dispersion can be measured. The minimum yield point that is needed to prevent settling from happening is then given by the theoretical equation:
To test the effectiveness of the AEROSIL® grades, disperse fumed silica together with the hydrophobic defoamer silica in the oil or defoamer formulation of interest. Then pour the dispersion into a (100 ml) graduated cylinder while it is still warm and place it in a vibrationless location. Measure the sedimentation volume at regular intervals and define the storage stability on the basis of these amounts (Figure 13).
Figure 13 Settling behavior of 5% SIPERNAT® D 10 left: With 0.5% AEROSIL® R 974 right: Without AEROSIL® R 974
 |
|
Accelerating the test (e.g., applying centrifugal forces) is not recommended, because the shearing or centrifugal forces would destroy the three-dimensional network and could falsify the test result. Due to the large number of defoamer formulations and possible (interfacially active) additives in defoamers, it is difficult to draw general conclusions about which AEROSIL® grade is particularly appropriate. AEROSIL® R 972 and AEROSIL® R 974 often prove effective, but they do not produce the best results in all formulations. See also 22.
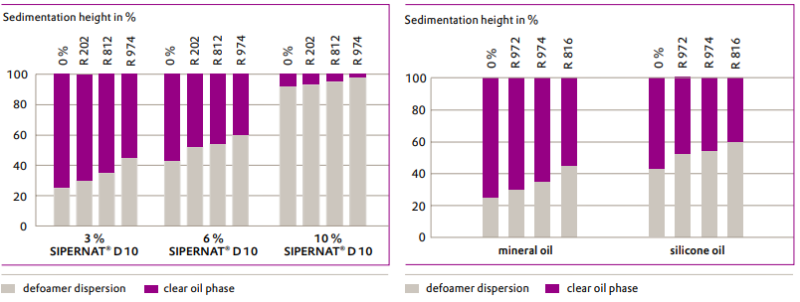 Figure 14 Storage stability: test period 6 months; 3, 6 and 10% SIPERNAT® D 10 mineral oil dispersions with 0.5% AEROSIL® products
Figure 14 Storage stability: test period 6 months; 3, 6 and 10% SIPERNAT® D 10 mineral oil dispersions with 0.5% AEROSIL® products
Figure 15 Storage stability: test period 6 months; 5% SIPERNAT® D 10 in mineral oil and silicone oil dispersions with 0.5% AEROSIL® product added
As Figure 14 demonstrates, that higher solids contents (e.g., a combination of SIPERNAT® and AEROSIL® grades) appear advantageous with respect to sedimentation stability. A dosage of at least 10-15% AEROSIL® product in relation to the defoamer silica should be used for stabilization. However, if the dosage of SIPERNAT® is very small (e.g., only 3%), then a dosage of 30% AEROSIL® product or more in proportion to the silica (i.e., an AEROSIL® product percentage of at least 0.9% in our example) may be needed. Therefore, an increase in the fraction of SIPERNAT® is also useful from an economic point of view, because it also improves the defoaming effect in addition to increasing sedimentation stability
Figure 15 demonstrates that the same AEROSIL® grade has a good, but different stabilizing effect in two different oils. AEROSIL® R 974 and AEROSIL® R 816 exhibit the best results, AEROSIL® R 974 in a mineral oil suspension and AEROSIL® R 816 in a silicone oil suspension, respectively, each consisting of 1% AEROSIL® product related to total formulation and 5 % SIPERNAT®. It must be kept in mind, however that, in addition to the hydrophobic liquid, all other additives of the defoamer, such as emulsifiers, may also affect the stabilization capability of the AEROSIL® product. For all defoamer components, besides the components themselves, the way they are processed and order they are added also make a difference. Our application technology laboratory also runs tests to determine which AEROSIL® grade shows the best anti-settling effect in the customer's defoamer formulations.
Packaging & Availability
- Packaging Type
- Regional Availability
- Packaging Information
AEROSIL® R 974 is supplied in multiple layer 10 kg bags.
Storage & Handling
- Shelf Life
- 2 years
- Storage Conditions
Recommend to store the product in closed containers under dry conditions and to protect the material from volatile substances. AEROSIL® R 974 should be used within 2 years after
production.